- Presses à Injection
-
Moulage par injection
 Pour les articles homonymes, voir Injection.
Pour les articles homonymes, voir Injection. Moulage par injection : la presse d'injection plastique
Moulage par injection : la presse d'injection plastique
Appelé aussi injection plastique, c'est un procédé de mise en œuvre des thermoplastiques.
La plupart des pièces en thermoplastique sont fabriquées avec des presse d'injection plastique.
Pour simplifier ça consiste à ramollir la matière plastique et l’injecter dans un moule et ensuite refroidir la pièce.
Sommaire
Explication
Le moulage par injection est une technique de fabrication de pièces en grande ou très grande série. Il concerne avant tout les matières plastiques et les élastomères (caoutchoucs) mais aussi divers métaux et alliages à point de fusion relativement bas : alliages d'aluminium, de zinc (Zamak) ou encore laitons.
On rencontre des composants moulés par injection dans de très nombreux produits manufacturés : automobile, électroménager, matériel informatique, mobilier... Pour les pièces métalliques, les dimensions sont relativement limitées (les carters de boites de vitesses en aluminium sont coulés par injection) mais pour les plastiques elles vont de quelques millimètres à plusieurs mètres (éléments de carrosseries automobiles, tables de jardin, par exemple).
Les moules, installés sur une machine spéciale (presse), sont constitués le plus souvent de deux coquilles (partie fixe et partie mobile) qui sont fortement pressées l'une contre l'autre au moment du moulage puis écartées pour permettre l'ejection de la pièce moulée. Outre ces coquilles, le moule peut comporter un ou plusieurs noyaux destinés à former les parties creuses de la pièce et des poinçons permettant de réserver des ouvertures dans ses parois. Il arrive fréquemment que l'on place dans le moule des « inserts » qui se retrouveront par la suite inclus dans la pièce : il s'agit le plus souvent d'éléments filetés qui pallient localement la résistance insuffisante du matériau constituant le corps de la pièce.
Les dispositifs d'injection du matériau fondu sont très différents selon qu'il s'agit de mouler un métal ou un matériau organique.
Contrairement à d'autres procédés où le moule est perdu (moulage en sable, à la cire perdue, etc.), il faut impérativement veiller à ce que les pièces injectées ne restent pas coincées dans les coquilles et qu'elles puissent au contraire en sortir sans aucune détérioration. C'est pour cela que les surfaces un tant soit peu importantes ne sont pas parallèles à la direction d'extraction mais en diffèrent d'un petit angle appelé « dépouille ».
Les pièces en forme de seau se contractent lors du refroidissement et enserrent parfois très fortement les noyaux autour desquels elles ont été coulées, il faut les extraire au moyen de tiges coulissantes appelées éjecteurs.
 Pièce plastique moulée par injection
Pièce plastique moulée par injection Partie de la pièce qui était dans l'empreinte de la partie mobile (éjecteurs)
Partie de la pièce qui était dans l'empreinte de la partie mobile (éjecteurs)Les deux photos montrent une pièce de matière plastique moulée par injection. On devine facilement ici la forme des deux coquilles constituant le moule : l'une est à peu près complètement plane, l'autre comporte, en creux, tous les reliefs de la pièce. Lorsque les coquilles se séparent, la pièce a évidemment tendance à rester enfermée dans la seconde coquille, elle doit donc être extraite de force. Les deux traces circulaires que l'on voit sur le disque de base sont celles des extrémités des éjecteurs. Les petites bavures que l'on voit sur les deux parties les plus hautes sont les restes de la matière plastique qui s'est infiltrée dans les évents du moule, il faut en effet prévoir des orifices pour que l'air contenu dans le creux du moule puisse être évacué au moment où l'on introduit le plastique.
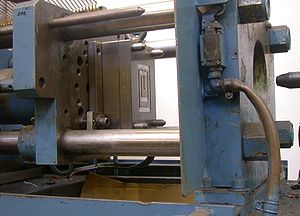 La partie mobile du moule fixée sur la presse à injecter.
La partie mobile du moule fixée sur la presse à injecter.La conception des moules est très délicate. Outre que les pièces doivent se démouler facilement, il faut s'assurer que le moule puisse être complètement rempli avant que le matériau se solidifie. Certaines parties sont réchauffées, d'autres refroidies, afin de donner au moule en production un certain équilibre thermique. Cet équilibre est assuré par les circuits de refroidissement à l'intérieur du moule. Le tracé des pièces est très important aussi pour éviter la formation de défauts tels que déchirures, retassures, criques, porosités... Des logiciels de simulation permettent aujourd'hui de faciliter le travail, hautement spécialisé, des moulistes.
Le moulage par injection permet d'obtenir des pièces très précises qui ne nécessitent très souvent aucun usinage ultérieur. Pour toutes les pièces « de façade », en particulier celles qui forment les parties visibles des appareils ménagers, des téléviseurs, des tableaux de bord automobiles, ... l'aspect extérieur dépend directement de la qualité du moule. Ce dernier subit donc, outre un usinage soigné par fraisage ou par électro-érosion, diverses opérations de finition telles que polissage, chromage dur... Le coût des moules est très élevé et ne peut être amorti que par la production de pièces en grande série.
Mise en oeuvre
Procédé de mise en œuvre pour injection plastique :
Le matériaux se présente sous forme de granulés, il est introduit dans une vis d'extrusion chaude, la rotation par moteur hydraulique rempli la chambre d'injection ensuite ce plastique fondu est injecté dans le moule refroidi. Après quelques secondes, le moule est ouvert et c'est reparti pour un nouveau cycle.
Cycle de moulage
Le cycle de moulage peut durer de quelques secondes à plusieurs minutes. L’injection est contrôlée en vitesse et en position.
La pression et le temps doivent être bien régulés.
Après la phase de compactage on passe à la pression de maintien quand le moule est presque totalement rempli, il y a un temps précis a respecter avec pression plus basse que durant l'injection.
Ensuite le temps de refroidissement doit être précis pour permettre l'ouverture sans déformation de la pièce.
Paramètres et réglages
Les temporisations principales à régler sont :
- le dosage - l'injection - l'ouverture - la fermeture - l'éjection
Autres paramètres :- Température du fourreau - Température de la matière - Température du moule injection
- Pressions durant l'injection - Pressions durant le maintien - La contrepression - La vitesse de rotation de la vis - La course de dosage
Courses d'ouvertures et d'éjections etc...
Machines utilisées
Elles sont nommées couramment dans l'industrie "Presses à Injection" ou "Presses à Injecter".
Le nom de presse est du au fait que le moule est forment fermé et compressé dans une presse hydraulique spéciale
Bibliographie
Voir aussi
- Extrusion des plastiques
- Matière plastique
- Plasturgie
- Extrusion-soufflage
- Injection des polymères
- Injection-soufflage
- Thermoformage
- Thermoplastique
- Presse hydraulique
- Hydromécanique
- Oléohydraulique
- Vérin
- moteur hydraulique pour entrainer la visse d'extrusion
 Portail de l’industrie
Portail de l’industrie
Catégories : Plasturgie | Polymère | Science des matériaux | Hydromécanique | Machine hydraulique




Wikimedia Foundation. 2010.