- Histoire de la production de l'acier
-
L'histoire de la production de l'acier, comme la plupart des histoires de découvertes et progrès techniques, n'est pas linéaire. On trouve des aciers à divers endroits de la planète au cours de l'histoire. Certaines innovations apparaissent sans se répandre : l'Europe découvre l'utilisation de la houille 1 000 ans après la Chine, les Arabes ne connaissant pas ce combustible. D'autres se diffusent différemment : l'adoption de l'énergie hydraulique permet au haut fourneau d'être réinventé partout où le minerai de fer s'y avère compatible.
Avec la Renaissance commence un inventaire des techniques, dont l'analyse se poursuit par des méthodes scientifiques jusqu'à la fin du XVIIIe siècle. Ces techniques, qui restent marquées par les contraintes locales et la transmission du savoir-faire, persisteront jusque dans la seconde moitié du XIXe siècle. C'est en effet à cette époque qu'apparaissent les innovations les plus marquantes. Toutes sont liées à la mise au point du procédé indirect : le couple constitué par le haut fourneau et le convertisseur fonde la sidérurgie moderne.
Enfin, la sidérurgie de la fin du XXe siècle est contrainte de muter brutalement. La possibilité d'utiliser massivement des énergies et des procédés jusque-là coûteux ou complexes, comme l'électricité ou l'injection d'oxygène pur, permet l'utilisation d'outils dont les performances surclassent indiscutablement ceux de la révolution industrielle.

Fer, fonte, acier, une définition changeante au cours du temps
Depuis l'Âge du fer, le minerai de fer est travaillé à relativement basse température, dans un bas fourneau. On obtient une masse hétérogène — « massiot » ou « loupe » — qui est martelée pour en enlever les scories. Les artisans remarquent très tôt que les blocs de métal obtenus n'ont pas tous les mêmes propriétés. Les progrès de la science permettent par la suite de classer les différents alliages selon leur composition chimique.
L'Antiquité
Si les Grecs distinguaient déjà le fer de l'acier, il est probable que la signification historique de ces deux mots soit déformée par nos connaissances actuelles[1]. En effet, deux mots coexistaient : sidēros (σιδηρος), qui désigne le fer, était aussi bien employé pour la production (mine de fer), l'usage (fabriqué en fer, tressé en fer), l'emploi (couper avec du fer) et la symbolique (dur comme fer, au cœur de fer). Il semble même que ce terme ait désigné les métaux d'une manière générale[1].
L'autre mot, khalups, khalubos (χάλυψ, χάλυβος), désigne plus précisément l'acier. Il se réfère aux Chalybes, un peuple d'Asie mineure auquel Strabon attribuait l'invention de la sidérurgie[2]. La métallurgie du fer était déjà élaborée puisque les grecs pratiquaient la cémentation pour durcir le fer et obtenir ainsi de l'acier.
Le Latin adopte aussi le mot chalyb (que l'Encyclopédie assimile à tort à un fleuve d'Espagne dont l'eau favoriserait la trempe[3]) pour désigner l'acier, le terme sideros, n'étant utilisé que marginalement. Le terme ferrum, plus général et plus utilisé, désigne le fer par opposition aux autres métaux, quelle que soit sa résistance ou son utilisation. C'est ce mot qui sera conservé dans les langues latines (ferro en italien, portugais et catalan, hierro en espagnol).
Le Moyen Âge
De manière globale, le terme « acier » désigne les alliages qui prennent la trempe, c'est-à-dire qui durcissent lorsque l'on trempe dans l'eau le métal chauffé au rouge. Le terme de « fer » désigne le métal qui ne durcit pas par trempe. Cette acception reste de nos jours dans les expressions « fer forgé » ou bien « fer plat », « fer U » et « fer I » qui sont des pièces en acier — au sens moderne du terme — ne prenant pas la trempe.
Réaumur, Monge, Berthollet et Vandermonde
 Réaumur (1683-1757), qui a étudié des méthodes de fabrication du fer.
Réaumur (1683-1757), qui a étudié des méthodes de fabrication du fer.
Il faut attendre l'extrême fin du XVIIIe siècle pour que la définition des termes « fer », « acier » et « fonte » se fonde sur le taux de carbone contenu dans l'alliage.
René-Antoine Ferchault de Réaumur étudie, en appliquant des règles scientifiques et même industrielles (calcul de prix de revient) entre 1716 et 1726, les méthodes de fabrication du fer. Il affirme contre l'esprit commun de l'époque que « l'acier est un fer moins affiné où les molécules de fer sont séparées par des masses de soufre et de sels qui lui donnent sa dureté »[4].
Pendant la Révolution française, comme beaucoup de scientifiques, Gaspard Monge, Claude Louis Berthollet et Alexandre-Théophile Vandermonde se mettent au service de la Première République française. La France est en guerre contre le reste de l'Europe, elle a besoin d'acier pour fabriquer des armes. Or, elle est dépendante de ses voisins (Allemagne, Angleterre) pour l'approvisionnement en acier. Pour stimuler l'industrie nationale, ils publient un ouvrage faisant le point sur l'industrie de l'acier de l'époque, Avis aux ouvriers français en fer sur la fabrication de l'acier[MBV 1]. Dès le début, les auteurs établissent clairement la distinction entre fer, acier et fonte, en se fondant sur le taux de carbone :
« Le charbon n'a pas seulement la propriété d'ôter au fer l'air qui s'était uni à lui ; mais lui-même peut se fondre dans le fer à une grande chaleur, et par là, il donne des propriétés à la fonte et il change le fer en acier[MBV 2]. »
Cependant, quelques erreurs subsistent sur le rôle de l'oxygène, et on ignore à l'époque l'influence des autres éléments, comme le silicium. En effet, le texte continue ainsi :
« La fonte doit être considérée comme un métal dont la réduction n'est pas complète […]. Ainsi la fonte blanche retient une plus grande quantité d'oxygène et contient peu de charbon ; la fonte grise, au contraire, contient plus de cette dernière substance mais elle est beaucoup plus dépouillée d'oxygène[MBV 2]. »
Dans son ouvrage Description de l'art de fabriquer des canons, Monge rappelle que l'acier est « du fer affiné qui a absorbé du charbon, et c'est principalement par la quantité dont le charbon est distribué dans la masse que les aciers diffèrent entre eux »[5]. Le pluriel apparaît : si la définition de l'acier reste fondée sur sa teneur en carbone, il reste encore à expliquer la variété des propriétés de cet alliage.
Définition actuelle
 Article détaillé : Acier.
Article détaillé : Acier.Les alliages ferreux sont composés majoritairement de l'élément chimique fer. La distinction entre les trois familles d'alliages ferreux est fondée sur le taux de carbone contenu dans l'alliage, et en particulier sur la présence d'une phase eutectoïde ou eutectique :
- fer industriel et acier extra-doux : < 0,050 % de carbone ;
- acier[note 1] : entre 0,050 % et 2,1 % de carbone : présence d'une phase eutectoïde ;
- fonte : entre 2,1 % et 6,67 % de carbone : présence d'une phase eutectique[6].
Dans le cas du fer industriel, le carbone est entièrement dissout. Dans les aciers, une partie est sous la forme de précipités de carbures. Dans le cas des fontes, on peut avoir des précipités de carbure ou de graphite.
La définition par le taux de carbone est assez théorique, elle est établie pour un alliage purement binaire fer-carbone sans autre élément d'alliage. C'est une situation exceptionnelle qui ne tient compte ni des impuretés ni d'éventuels éléments d'alliages ajoutés volontairement.
Protohistoire : apparition de la métallurgie du fer
Article détaillé : Bas fourneau.L'Âge du fer débute entre le deuxième et le premier millénaire avant notre ère, mais on ne sait encore que peu de choses sur sa genèse. Le consensus actuel, qui attribue aux Hittites l'invention de la production de fer et d'acier[7], s'appuie essentiellement sur la découverte d'objets en fer en Anatolie et contemporains à leur culture[note 2] : c'est avec eux que le fer commence à se substituer au cuivre et au bronze dans la fabrication des armes (lance, épée, poignard, hache). Ainsi, un des objets en fer non météoritique parmi les plus anciens jamais trouvés est une lame de dague, trouvée dans une tombe hattie, datée de -2500[8].
De -2000 à -1600 (l'âge du Bronze moyen au Proche-Orient ), seul un nombre très restreint d'objets en fer nous est parvenu : quatre ont été trouvés en Asie mineure, un en Crète et deux à Chypre. Mais les premières traces écrites évoquant la production de fer apparaissent à cette époque. Les écrits trouvés à Kültepe, Alalakh et Mari suggèrent que le fer était produit en Anatolie orientale depuis la fin du IIIe millénaire av. J.-C. et que le métal était alors précieux, sa disponibilité comme sa qualité restant très aléatoire[9].
À partir de -1500, les objets en fer non météoritique deviennent de plus en plus présents dans l'Est du bassin méditerranéen, mais ils demeurent rares : le bronze apparaît comme étant, de loin, le métal le plus employé[10]. C'est vers le XIIe siècle que le fer devient un métal plus courant, dans une zone allant de l'Afrique subsaharienne à l'Inde. Du fait, soit de problèmes d'approvisionnement en cuivre ou en étain[11], soit, plus probablement de la diffusion de la technologie de réduction du fer[12],[11], l'âge du fer succède alors à celui du bronze au Levant, en Chypre, en Grèce, en Crète, en Égypte (où, en -1323, une dague en acier est déposée dans la tombe de Toutânkhamon[8]) et en Anatolie[10].
Si l'on en croit un texte akkadien du XIXe siècle avant notre ère trouvé à Kültepe, le fer coûtait alors huit fois plus cher que l'or[13]. Au XIVe siècle av. J.‑C., un document comptable précise que 23 sicles d'argent sont équivalents à 12 sicles de fer[14]. Au 7e siècle avant notre ère, en Grèce, 1 g d’argent ne coûte plus que le prix de 2 kg de fer[15]. Le fer est alors devenu un matériau utilitaire, et les armes fabriquées à base de fer se multiplient : une découverte importante de cette époque est un stock de Sargon II de 160 tonnes de fer à Dur-Sharrukin, avec tout un ensemble d'objets, dont des loupes forgées, des outils et des armes[12].
Peu de sites de production de fer ont été par contre découverts. Malgré des découvertes de laitier sur certains sites archéologiques du IIe millénaire av. J.-C., Jane Waldbaum constatait qu'en 1978, « on n'a encore trouvé aucune trace d'extraction de minerai, de fusion ou de travail du fer datant du début de l'âge du fer[10] ». En 1998, le constat était le même[12], les plus anciens bas fourneaux actuellement connus, à Tell Hammeh, en Jordanie, n'ayant été datés que de -930[9]. Mais même sur ce site, où de nombreuses tuyères ont été retouvées avec une grande quantité de laitier, « les traces de fourneaux restent très discutables[16] ». De fait, la connaissance actuelle des procédés primitifs est essentiellement issue de reconstitutions de bas fourneaux :
« [L'acier] est en fait d'abord une masse de métal impur. Dans un trou à même le sol, paré de pierres qu'ils recouvraient de couches d'argile, [les Hittites et les Chalybes] mettaient du charbon de bois qu'ils allumaient et sur lequel on entassait en couches alternées du minerai de fer et du charbon de bois. Ce minerai ou oxyde de fer, se présentait alors, sous la forme de petites roches que l'on ramassait à fleur de terre. La température que l'on obtenait dans ces trous était relativement basse, du fait d'un manque efficace de soufflage. Celui-ci provenait de tiges creuses au travers desquelles on soufflait. Ils obtenaient de ce fait et après bien des efforts, une masse pâteuse, incandescente, appelée loupe, qu'ils devaient impérativement battre énergiquement afin de la débarrasser de ses scories (résidus, dus à la chauffe et au charbon de bois). Ces « loupes », ensuite forgées sur un « tas » devenaient des objets de la vie quotidienne et aussi des armes[17]. »
Antiquité et Moyen Âge : l'acier « artisanal »
Chine et Extrême-Orient
 Puddlage à l'air (gauche) et haut fourneau (droite) (Song Yingxing, encyclopédie Tiangong Kaiwu, 1637).
Puddlage à l'air (gauche) et haut fourneau (droite) (Song Yingxing, encyclopédie Tiangong Kaiwu, 1637).La température élevée que nécessite la fabrication des alliages ferreux est le premier obstacle auxquels les hommes ont été confrontés : les bas fourneaux ne fournissent pas une température suffisante pour atteindre la fusion.
Les Chinois connaissaient le haut fourneau, qui permet d'atteindre des températures beaucoup plus élevées que le bas fourneau, depuis environ -1000, mais l'utilisaient uniquement pour la poterie. Ils commencent à faire fondre le fer durant la période des Royaumes combattants[18] (entre -453 et -221). La fonte est ensuite affinée en la laissant chauffer à l'air pendant plusieurs jours pour donner de l'acier ou du fer ; ce « puddlage à l'air » est appelé chǎo (炒), ce qui signifie littéralement « saisir dans la poêle ». On a ainsi retrouvé dans la province de Hebei une tombe du IIIe siècle av. J.‑C. contenant des armes de fer forgé, de fonte, de fonte rendue malléable et d'acier trempé, accompagnées de quelques armes de bronze (probablement décoratives). Durant la dynastie Han, la technique se développe, l'industrie du fer est même nationalisée[SF 1]. Outre le puddlage à l'air, on fabrique au Ier siècle av. J.‑C. de l'acier en mélangeant du fer forgé et de la fonte[19]. Certains textes de l'époque parlent de « l'harmonisation du dur et du souple. »
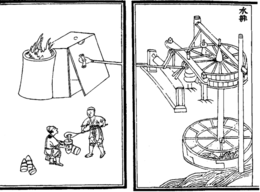 Utilisation de la force hydraulique pour alimenter un haut fourneau en Chine (Wang Zhen, Nong Shu, 1313).
Utilisation de la force hydraulique pour alimenter un haut fourneau en Chine (Wang Zhen, Nong Shu, 1313).En 31, le Chinois Du shi améliore la ventilation avec l'utilisation de la force hydraulique (moulin à eau) pour mouvoir le soufflet[20]. L'air de combustion peut alors traverser une charge plus haute et les fours atteignent alors des dimensions imposantes : des restes d'un creuset ovale de 2,8 m x 4 m posé sur un socle de terre de 12 m x 18 m, avec des vestiges d'installations périphériques (rigole, mécanisme de hissage du minerai, soufflets,...) ont été trouvés[21]. Cet accroissement de taille contribue à l'atteinte d'une température plus importante, ce qui mène au haut fourneau. C'est ainsi qu'est découverte la fonte : cet alliage, issu de la réaction du minerai avec le gaz de combustion, fond vers 1 200 °C.
Un additif, une « terre noire » contenant du phosphore, est utilisé pour abaisser le point de fusion[note 3] : le métal liquide aide alors l'évacuation des scories (laitier). Cette technique disparaît avant le XIe siècle, lorsque l'amélioration des hauts fourneaux permet de s'en passer[22].
L'abondance de houille amène les Chinois à l'utiliser dès le IVe siècle comme combustible et agent réducteur. Un des modèles de bas fourneau au charbon consiste à placer le minerai de fer dans des batteries de creusets tubulaires allongés et de recouvrir celles-ci d'une masse de charbon que l'on fait brûler[22]. Grâce à cette technique, le soufre, élément fragilisant présent dans le charbon, est exclu du processus. Cependant, il n'y a pas de traces d'un usage combiné de la houille avec le haut fourneau.
Au Ve siècle, les Chinois importent d'Inde la technique de l'acier wootz. Il existe des preuves de l'utilisation de deux techniques différentes de fabrication de l'acier au XIe siècle (dynastie Song) :
- une technique produisant un acier hétérogène et de qualité médiocre ;
- une technique s'apparentant au procédé Bessemer, et consistant en un forgeage à température modérée[23].
L'utilisation de la houille, de fondants et des hautes températures apparaît donc en Chine bien avant l'Occident, par adaptation aux opportunités et aux contraintes locales. Le Japon adopte la technique chinoise du bas fourneau (appelée tatara) pour la production du tamahagane, mais celui-ci n'évolue pas en hauteur (donc vers le haut fourneau) du fait de la faible perméabilité des sables ferrugineux utilisés. Quant à l'utilisation de la houille, combustible alors typiquement chinois, elle n'est pas transmise à l'Occident, qui l'adoptera directement sur les hauts fourneaux, avec une approche scientifique des contraintes que ce combustible apporte.
En Inde
Article détaillé : Wootz.Aux alentours de l'an -300 naît, dans la partie sud du sous-continent indien incluant le Sri Lanka, une technique de carburation du fer permettant de fabriquer de l'acier. Les lingots d'acier obtenus, connus sous le nom de wootz en Orient, sont élaborés en deux étapes :
- la réduction, par chauffage du minerai de fer à 1 200 °C avec du charbon de bois, du bois et des feuilles[24].
- la carburation, obtenue en chauffant le fer avec du carbone (charbon de bois probablement) à 1 200 °C dans un creuset hermétiquement fermé.
Le forgeage à basse température (rouge sang /cerise) rompt, sans le faire disparaître, le maillage de cémentite présent dans le lingot et permet de réduire l'hétérogénéité du lingot[25]. En plus de bonnes qualités mécaniques (dureté et souplesse), l'acier poli révèle de beaux dessins. La technique se répand de l'Asie centrale à la Chine, pour atteindre la Russie où le wootz est plus connu sous le nom de Bulat[26],[27], pulad ou fulah[25].
C'est aussi à cette époque qu'est érigé le pilier de fer de Delhi, construit par soudure de lingots de fer brut. Sa teneur en phosphore, qui l'a protégé de la corrosion, donne un métal fragile[28]. La forge et les produits qui y sont utilisés (borax, chaux,…) demeurent donc essentiels à l'obtention d'armes de qualité[25].
Dans le monde islamique
Bien que relativement pauvre en gisements de minerai de fer, le monde islamique est pionnier dans l'équipement de ses forges de moulins à eau et à vent. Les premières traces de pilon hydraulique sont localisées à Samarcande (973 ou avant) et dans la Perse médiévale, avant que la technique ne se diffuse dans tout le monde islamique. Cette mécanisation, qui se généralise de l'Asie centrale à l'Espagne islamique au cours du XIe siècle, se développe particulièrement durant le XIIe siècle en Espagne. Au XVIIe siècle, l'adoption de la trompe permet l'éclosion de la forge catalane.
Le commerce avec l'Inde permet l'importation de lingots de wootz (acier à teneur en carbone de 1,5 à 2 %) en Iran, où les forgerons produisent le renommé acier de Damas sur une période s'étalant de 900 à 1750.
En Europe
Adoption et perfectionnement du bas fourneau
Le travail du fer est introduit en Europe centrale durant l'époque Hallstatt C[29] (VIIIe siècle av. J.‑C.). Durant les VIIe et VIe siècles av. J.‑C., ces objets en fer sont coûteux et réservés à une élite. Homère s'en fait l'écho dans l'Iliade où un disque de fer brut est offert au vainqueur d'une épreuve d'athlétisme[30]. Cette situation change brutalement peu après -500 avec l'avènement de la Tène[31] ; la métallurgie du fer se répand en Europe du Nord et dans les îles Britanniques. La diffusion dans l'Europe centrale et de l'Ouest est associée à l'expansion celte.
La compétition entre l'utilisation du bronze et celle du fer, notamment pour les épées, dure plusieurs siècles. Les Romains, qui disposent du cuivre espagnol, ne voient l'intérêt de changer pour des épées en fer qu'au moment des guerres puniques[32]. Au Ier siècle av. J.‑C., les Romains, qui diffusent leurs pratiques de la métallurgie du fer dans leur empire[F 1], apprécient particulièrement la qualité de l'acier norique[33]. L'adoption massive du fer stimule alors le perfectionnement des procédés : les fourneaux des romains, qui ne produisaient guère que 4 à 5 kg de fer par opération, sont progressivement élargis. Au Moyen Âge, cette quantité atteint 50 à 60 kg, la limitation venant essentiellement des difficultés d'approvisionnement en matières[F 2].
Le Moyen Âge est une période historique qui voit, en Europe, une transition majeure dans l'évolution des procédés sidérurgiques. En effet, avant les XIIIe et XIVe siècles, les métaux ferreux sont obtenus à une température inférieure à celle de la fusion du métal dans ce qui est appelé les « bas fourneaux ». Le produit est une masse de métal ferreux hétérogène du point de vue de la teneur en carbone. Cette masse, appelée « loupe » du fait de l'élaboration à l'état solide, contient des impuretés provenant des composés non réduits du minerai sous forme de scories. Elle est ensuite progressivement transformée en métal forgeable par martelage à chaud.
Ce martelage, appelé « épuration », bénéficie des progrès dans l'utilisation des énergies éolienne et hydraulique. En effet, dès le XIIe siècle, soit plus de dix siècles après les Chinois, des forges actionnées à l'énergie hydraulique démultiplient la capacité de production des forgerons : l'utilisation de marteaux pilons permet de travailler des pièces plus imposantes (les marteaux de l'époque pouvaient peser 300 kg et frapper 120 coups à la minute[Gi 1]) et plus rapidement (des marteaux de 80 kg frappant 200 coups à la minute[Gi 1]).
Apparition du haut fourneau
 Soufflets mus par énergie hydraulique (Georgius Agricola, De re metallica, 1556).
Soufflets mus par énergie hydraulique (Georgius Agricola, De re metallica, 1556).L'utilisation des énergies éolienne et hydraulique permet pareillement l'insufflation d'air sous pression dans le four de réduction. L'élévation de température (à plus de 1 200 °C à l'intérieur des fours[Gi 1]) s'accompagne d'une diffusion plus rapide du carbone provenant du charbon de bois dans le métal. Il en résulte que celui-ci contient des teneurs plus élevées en carbone que l'acier, ce qui abaisse sa température de fusion. L'influence conjuguée d'un foyer plus chaud avec une matière devenue plus fusible permet au métal de sortir à l'état liquide du fourneau. Ce fourneau appelé alors « haut fourneau » (ou « fourneau à vent » en anglais)[L 1] produit un métal naturellement séparé des scories qui, plus légères, flottent. Ce nouveau matériau, facilement moulable, est la fonte, appelée à l'époque « fer coulé » (cette appellation perdurera et sera encore utilisée par Gaspard Monge à la fin du XVIIIe siècle[34]).
Afin d'obtenir du fer ou de l'acier, il est nécessaire de décarburer cette fonte par oxydation dans un second fourneau : c'est l'« affinage ». L'ensemble du procédé, qui se déroule alors en deux étapes, est appelé « procédé indirect ». La transition vers le procédé indirect a lieu entre le XIIIe siècle et le XVIe siècle dans le Nord de l'Europe. Certains historiens la considèrent comme une véritable révolution. On peut donc produire en nombre des instruments agricoles ou des armes plus performants, ce qui contribue à l'expansion agricole et démographique, mais aussi à la puissance militaire de l'Occident qui devient capable de prendre contrôle de la Méditerranée et de la Terre sainte. Outres les armures et autres lames, sont développées des arbalètes à ressort de métal capables de traverser les armures les plus épaisses[Gi 2].
Cette industrie sidérurgique, qui bénéficie alors de l'amélioration du transport des matières, reste très contrainte par ses besoins en bois et par la disponibilité de l'énergie hydraulique. La consommation de combustible est considérable : pour obtenir 50 kg de fer par jour, il faut quotidiennement 200 kg de minerai et 25 stères de bois ; en quarante jours, une seule charbonnière déboise une forêt sur un rayon de 1 km[Gi 3],[F 3]. Ceci ne pose pas de problème tant que les défrichages sont utiles au développement de l'agriculture, mais au XIIIe siècle une limite est atteinte : les forêts gardent un rôle nourricier important, le bois est indispensable à la construction et au chauffage et la noblesse tire des revenus de l'exploitation forestière[35],[36]. Dès lors, les défrichages sont de plus en plus contrôlés et l'exploitation forestière de plus en plus règlementée[35]. Le prix du bois monte et de nouveaux combustibles et matériaux de construction doivent être utilisés : le charbon et la pierre.
Pareillement, la disponibilité de l'énergie hydraulique est essentielle et dicte l'emplacement de l'atelier. La capacité à fonctionner toute l'année dépend d'aménagements hydrauliques :
« L'eau est pour les forges une puissance nécessaire dont on ne tire pas tout l'avantage possible sans beaucoup d'intelligence, de travail et de dépenses. Il n'est pas nécessaire de dire qu'il ne faut pas entreprendre la construction d'une forge, si, par le calcul fait d'avance, il est clair qu'on ne puisse ramasser assez d'eau et à telle hauteur[37]. »
— Encyclopédie méthodique, Arts et métiers mécaniques, tome 2, p. 542
Ces aménagements sont coûteux : en 1671, les bas fourneaux de Putanges, en Normandie, sont vendus en bloc pour 500 livres, pour être remplacés par un haut fourneau loué 1 200 livres par an[F 4]. L'approvisionnement en minerai doit garantir la continuité de la marche du haut fourneau. Les besoins en métaux étant en hausse (pour la sidérurgie mais aussi pour battre des monnaies dont le volume nécessaire augmente avec les échanges), l'industrie minière se développe avec la mise au point de techniques d'étayage ou de drainage des galeries inondées[Gi 4]. L'usage des explosifs apparait dès le XVIe siècle et permets de descendre jusqu'à 20 mètres au-dessous de la surface[F 5].
XVe siècle
En Europe, à partir du Moyen Âge, la production d'acier prend plusieurs formes :
- l'acier naturel, spécialité de l'espace technique allemand, obtenue par décarburation d'une fonte spécifique, la « fonte à acier » (Rohstahleisen) et surtout le « fer à miroir » (Spiegeleisen) ; ce procédé réclame un certain type de minerai (manganésifère), une maîtrise du feu, un savoir-faire en matière de composition et de vitesse de descente de la charge différents de ceux requis pour la production de fonte commune (fonte grise) ;
- l'acier au creuset, obtenu par la carburation de fers purs ; ce procédé, qui requiert d'excellentes puretés (aciers suédois, catalans), spécialités de l'espace technique britannique, est mis au point dans le courant du XVIIe siècle.
La production d'acier naturel appartient donc à la filière dite « de production indirecte » : production de fonte au haut fourneau puis affinage en acier ; tandis que l'acier par cémentation relève de la filière dite « de production directe » (bas fourneau). L'acier est utilisé principalement pour la confection d'armes blanches et d'outils de qualité. La pratique anglaise, qui donne un acier de moindre qualité, élargit son usage à la quincaillerie, coutellerie et autres bimbeloteries, et fait la fortune de la ville de Sheffield.
L'acier naturel
L'affinage de la fonte est réalisé par des méthodes empiriques qui permettent de supprimer le carbone des gueuses de fonte provenant des hauts fourneaux. Les différentes méthodes sont à l'origine régionales et correspondent probablement en partie aux qualités des minerais de fer utilisés. La méthode la plus répandue est la méthode dite « wallonne ». Cette méthode a été utilisée dans une grande part de l'Europe jusqu'au XVIIe siècle. Il en existe des variantes comme la méthode champenoise ou la méthode comtoise[38] dans laquelle la gueuse est placée au milieu du foyer et non au-dessus. Il existe cependant des méthodes présentant des différences importantes comme la « méthode nivernaise ».
La méthode wallonne
La gueuse de fonte est poussée sur les flammes d'un foyer ventilé par des soufflets. Sous l'effet de la chaleur, le carbone contenu dans la fonte s'oxyde en brûlant. Les gouttes de fer tombent dans le caisson contenant le foyer. Ce dernier est refroidi par le dessous afin de permettre la solidification de la loupe de fer[39]. Un ouvrier aide le processus en piquant l'extrémité molle de la gueuse à l'aide d'un « ringard à piquer ».
Ce procédé présente plusieurs inconvénients : la loupe se charge de scories dans le foyer et la température n'est pas suffisante pour oxyder le phosphore (*), de sorte qu'il n'est possible d'utiliser que des fontes blanches car pauvres en phosphore.
Comme pour les loupes de fer obtenues au bas fourneau, les scories sont éliminées par « cinglage ». Cette opération de forge est réalisée à l'aide d'un martinet en frappant énergiquement la loupe à coups vifs et répétés.
La méthode nivernaise
La fonte est fondue (ou semble-t-il fortement ramollie) dans un four appelé « mazerie » avec du charbon de bois et des scories. Cette fonte est ensuite coulée sur un revêtement réfractaire refroidi par de l'eau. L'affinage est effectué en faisant passer de l'air sur l'ensemble.
En 1786, le baron Philippe-Frédéric de Dietrich décrit ainsi cette méthode :
« Le travail de la mazerie est principalement en vigueur dans le Nivernois, et c'est un commis de cette province qui l'a mis en usage à la forge d'Uza. Il est trop peu connu ailleurs. J'ai eu l'occasion de voir ce travail en assez grand détail dans les forges royales du Nivernois, ce qui met à porter d'en donner une idée.
Il consiste en trois procédés distincts : 1°. dans la refonte complète de la gueuse, pour la convertir en gâteaux : 2°. dans le grillage de ces gâteaux : 3°. dans leur affinage.
En quelques endroits on maze la gueuse, et on affine les gâteaux dans le même feu ; en d'autres on a un feu destiné à la fusion, et un autre à l'affinage.
Le feu de fusion porte le nom de mazerie.Ses dimensions sont de seize à dix-huit pouces de profondeur ; ses côtés en ont seize à dix-huit en tout sens, du sol à leurs bords : le fond du creuset est incliné vers le chio qui se trouve au ras du sol.
La tuyère entre dans l'aire, en affleurant les bords du feu, et on lui donne plus ou moins de saut, suivant la qualité de la fonte : si elle est douce on la relève ; si elle est dure & âcre, on l'incline davantage ; en la relevant, elle porte plus immédiatement sur la gueuse, et moins sur la matière fondue.
La gueuse se place au contre-vent par son extrémité. On l'environne et la recouvre de laitier de grosses forges, et on la charge en même temps des calottes de fordes ou avec un ringard : cette opération exige fort peu de travail ; on obtient en peu de temps une petite pièce qui porte le nom de maffiot, du poids de quarante et quelques livres. »
— P.-F. de Dietrich, Description des gîtes de minerai, des forges et des salines des Pyrénées […], p. 533
Cette méthode persistera. Elle est ainsi décrite par Grüner et Lan en 1862 :
« … il suffira de rappeler rapidement les principes et les résultats […] du mazéage.
Cette manipulation s'exécute toujours, en Angleterre, dans les bas foyers de coke, connus sous le nom de finerie anglaise. Le travail, chacun le connaît : c'est la fusion de la fonte, seule ou additionnée de battiture ou de scorie de forges, sous l'influence d'un courant d'air. La position de la fonte par rapport aux tuyères, l'inclinaison du vent, sa pression, la profondeur du foyer, etc., etc., sont autant qui font varier l'intensité l'action de l'air sur le métal[40]. »
L'acier au creuset : la cémentation
Les fers obtenus peuvent subir des opérations de cémentation. Cette opération consiste à augmenter le taux de carbone de l'alliage afin d'obtenir des caractéristiques mécaniques supérieures.
Réaumur conçoit un four fait de plaques de réfractaire mobiles. Sur ces plaques, il place des barres de fer forgées noyées dans divers mélanges faits à base de bois pilé, de cendres et de suie. L'ensemble est chauffé pour provoquer une migration du carbone par diffusion dans les barres.
Production au haut fourneau et puddlage de la fonte
XVIIIe et début du XIXe siècles : la métallurgie scientifique
La connaissance scientifique de l'acier est indissociable du travail des savants du XVIIIe siècle : Réaumur, Gabriel Jars, Grignon, Guillot-Duhamel, Lavoisier, Hassenfratz, pour citer les principaux, qui inventent le terme « sidérurgie » pour exprimer la nécessité de rationalisation de la production des métaux ferreux.
Gaspard Monge, Claude Louis Berthollet et Alexandre-Théophile Vandermonde catégorisent en trois catégories les « aciers » en se basant sur leur méthode d'élaboration :
- L'acier naturel (ou acier d'Allemagne) : fabriqué par décarburation de feuillet de fonte.
- « Ces feuillets sont destinés à être convertis en fer ou en acier… est-ce de l'acier que l'on a l'intention de faire ? On emploie un fourneau d'affinerie plus étroit et plus profond, on le brasque avec de la charbonaille qu'on humecte… ensuite on y dispose les feuillets, et on les recouvre de scories et de charbon[MBV 3]… »
- L'acier de cémentation : fabriqué à partir de fer solide dans lequel on augmente le taux de carbone par diffusion.
- « On fait dans le fond de la caisse un lit de poussier de charbon… : on met sur ce lit un rang de bande de fer, que l'on place de façon que chaque bande puisse être environnée de poussier ; ensuite on recouvre totalement ce premier rang avec un lit d'un demi-pouce d'épaisseur de poussier de charbon : on continue ainsi successivement jusqu'à ce que le creuset soit plein : le dernier rang est recouvert de poussier de charbon, par-dessus lequel on met un lit de sable, pour couvrir entièrement sa surface, et empêcher qu'il soit détruit par la combustion… À Newcastle où l'on cémente dans deux caisses, contenues dans un fourneau, de 25 à 30 milliers d'acier, l'opération dure 5 jours et 5 nuits[MBV 4]. »
- L'acier fondu : c'est une méthode permettant d'améliorer la qualité de l'acier produite par une des deux méthodes précédentes. L'acier est fondu pour homogénéiser sa composition.
- « On met l'acier dans le creuset avec un flux, dont on fait un secret ; et l'on place le creuset sur une brique ronde, on pose sur la grille. On a du charbon de terre réduit en coak qu'on met autour du creuset, et on remplit le fourneau ; on y met le feu, et l'on ferme entièrement l'ouverture supérieure du fourneau, avec une porte faite de brique, entouré d'un cercle de fer.
Le creuset est cinq heures au fourneau, avant que l'acier soit parfaitement fondu[MBV 5]. »
- « On met l'acier dans le creuset avec un flux, dont on fait un secret ; et l'on place le creuset sur une brique ronde, on pose sur la grille. On a du charbon de terre réduit en coak qu'on met autour du creuset, et on remplit le fourneau ; on y met le feu, et l'on ferme entièrement l'ouverture supérieure du fourneau, avec une porte faite de brique, entouré d'un cercle de fer.
Le haut fourneau moderne
Article détaillé : Haut fourneau.L'histoire du haut fourneau est marquée par les innovations qui ont permis d'atteindre les hautes températures nécessaires à la fusion de la fonte et du laitier, qui facilite les réactions chimiques entre ces deux produits. Dans ce contexte, trois innovations sont généralement considérées comme essentielles[SF 2] :
- l'utilisation des énergies hydrauliques ou éoliennes pour le soufflage de l'air de combustion ; l'adoption de technologies développées pour d'autres usages se fait dès l'Antiquité, indépendamment du lieu ;
- le remplacement du bois par la houille au début du XVIIIe siècle ;
- le préchauffage de l'air de combustion vers le milieu du XIXe siècle.
1709, première coulée de fonte au coke
Le charbon, comme combustible et agent réducteur, avait été adopté par les Chinois durant la période des Royaumes combattants au IVe siècle av. J.‑C.[18]. Inconnu des Arabes, difficile d'extraction dans la quasi-totalité de l'Europe, ce combustible était resté assez méconnu des Européens. Bien que les Chinois aient mis au point un fourneau au charbon où ce combustible n'entrait pas en contact avec le fer[22], et que la houille était largement utilisée en complément du bois dans les forges au XVIIIe siècle, le remplacement du charbon de bois par cette roche dans un haut fourneau ne donnait que des fontes de mauvaise qualité[F 6].
En effet, la houille contient des éléments qui, faute de post-traitement approprié, modifient la qualité de la fonte. Le silicium, en limitant la solubilité du carbone dans le fer, va permettre la formation de lamelles de graphite, qui affaiblissent le métal. C'est la fonte grise que les métallurgistes de la fin du XVIIIe siècle, qui se trompent sur sa composition, estiment comme la seule apte à se transformer en acier[MBV 6], mais déplorent sa difficile conversion en fer :
« [La fonte grise] a retenu moins d'oxygène, mais elle contient beaucoup plus de charbon ; elle est plus douce et préférable pour les usages pour lesquels on exige cette qualité ; mais elle est plus difficile à convertir en fer, parce que pour cela il faut détruire la plus grande partie du charbon qui, dans cet état, résiste considérablement à la combustion[MBV 2]. »
Le soufre est plus problématique. Connu dès le Moyen Âge et facilement décelable dans la combustion de la houille de par son odeur, il est un élément fragilisant et affaiblissant dès que sa teneur dépasse 0,08 %[SF 3]. Lorsqu'il se combine au manganèse, fréquent dans les minerais de fer, il dégrade considérablement les qualités des aciers[L 2]. Contrairement au silicium, l'extraction du soufre dissous dans la fonte liquide est difficile car il ne peut être consumé par de l'air.
 Fours à coke en 1879
Fours à coke en 1879C'est Abraham Darby, qui était torréfacteur à l'origine, qui réalise en 1709 la première coulée de fonte au coke[note 4], dans le petit haut fourneau de Coalbrookdale qu'il avait loué[41] :
« Il lui vint à l'esprit qu'il était envisageable de fondre le fer dans le haut fourneau avec du charbon de terre, et, de là, il tenta premièrement d'utiliser du charbon brut, mais cela ne marcha pas. Il ne se découragea pas, transforma le charbon en cendre, comme cela est fait avec le touraillage du malt, et obtint enfin satisfaction. Mais il découvrit qu'une seule sorte de charbon de terre était la mieux adaptée à la fabrication de fer de bonne qualité[41]… »
— Abiah Darby, Letter from Mrs. Abiah Darby
Le coke, plus résistant à l'écrasement que le charbon de bois, simplifie l'exploitation du haut fourneau. Mais l'utilisation de coke issu de charbons peu soufrés est un élément clé pour la qualité de la fonte. La fonte au coke, réputée de moins bonne qualité que celle au bois et impropre à la production d'acier, met 50 ans à s'imposer avant que ce point soit bien compris par les concurrents de Darby.
Communiquant très peu sur les détails du procédé, les Darby améliorent continuellement le procédé et la qualité de la fonte produite. Vers 1750, Abraham Darby II envoie ses gueuses de fonte à des forges sans en préciser le procédé d'obtention : la fonte au coke se révèle parfaitement apte à la conversion en fer « sans qu'aucun préjugé n'apparaisse tant qu'il n'avait pas révélé d'où les gueuses venaient et comment elles avaient été produites[41] ».
 Evolution de la production de fonte (production totale et production au charbon de bois)
Evolution de la production de fonte (production totale et production au charbon de bois)La production de fonte au charbon de bois persiste en raison de la qualité attribuée à ce type de fonte et des réticences de certains maîtres de forge, mais également à cause du protectionnisme pratiqué par les pays producteurs (France, Allemagne) vis-à-vis de l'expansion de la sidérurgie britannique[F 7]. En 1760, le Royaume-Uni ne compte que 17 hauts fourneaux au coke mais 20 ans plus tard, le nouveau procédé s'y est généralisé : il ne se construit plus de haut fourneau au charbon de bois. S'affranchissant de la faible disponibilité du bois (également nécessaire à la construction navale), la production totale de fonte britannique va alors croître de manière exponentielle. En 1809, un siècle après l'invention de la fonte au coke, la production annuelle atteint 400 000 tonnes, alors que celle de fonte au charbon de bois oscille entre 15 000 et 25 000 tonnes sur cette même période. Après cette date, les hauts fourneaux au charbon de bois disparaissent du Royaume-Uni[42].

En France, les premiers essais au coke n'ont lieu qu'en 1769 à Hayange avant que ne soient construits, sous la direction du Britannique William Wilkinson, les hauts fourneaux au coke du Creusot. Les guerres avec l'Angleterre suspendent ensuite tout développement. La paix revenue, les maîtres de forges sont contraints d'adopter le procédé pour lutter contre les importations d'acier anglais.
La sidérurgie américaine abandonne le charbon de bois à la même époque. Bien qu'ayant accès aux technologies anglaises, elle est moins contrainte par la disponibilité en bois. Elle bénéficie aussi de l'anthracite de Pennsylvanie, directement utilisable au haut fourneau, puis l'abandonne progressivement au profit du coke[44].Au XIXe siècle, l'utilisation du coke permet un changement radical dans la technique. Outre la disponibilité de ce combustible, sa résistance à la compression à haute température permet de conserver une bonne perméabilité au gaz réducteur. La hauteur des hauts fourneaux atteint alors vingt mètres, ce qui améliore significativement le rendement thermique. L'augmentation de taille modifie aussi l'aspect du four : l'ancienne architecture pyramidale en maçonnerie est remplacée par une construction plus légère et plus solide en fer. Mieux refroidi, le revêtement réfractaire dure aussi plus longtemps[T 1].
Le préchauffage de l'air
L'Écossais Neilson, spécialiste du traitement des gaz industriels et directeur de la Glasgow Gas-works, avait effectué plusieurs recherches en vue d'améliorer le pouvoir éclairant du gaz de ville. Informé de l'importance que les maîtres de forges attribuent aux caractéristiques de l'air de combustion des hauts fourneaux, il leur expose une de ses découvertes : la combustion d'un gaz est plus vive avec de l'air chaud qu'avec de l'air froid. De cette observation, il leur propose de préchauffer également l'air de combustion de leurs hauts fourneaux pour améliorer leur marche[45].
Cette idée n'est pas nouvelle : un ingénieur nommé Seddeger l'avait proposée en 1799 et un autre, Leichs, avait fait des expériences dans ce sens de 1812 à 1822[46]. Pourtant, la proposition est encore accueillie avec un certain scepticisme :
« Sa théorie était en total désaccord avec la pratique établie, qui se privilégiait un air le plus froid possible, l'idée communément admise étant que la froideur de l'air en hiver expliquait la meilleure qualité de la fonte alors produite. À partir de ce constat, les efforts des maîtres de forges s'étaient toujours dirigés vers le rafraîchissement de l'air insufflé, et divers expédients avaient été inventés dans ce but. Ainsi les régulateurs étaient peints en blanc, on passait l'air sur de l'eau froide et dans quelques cas, les pipes d'injection avaient même été entourées de glace. Quand donc, Neilson proposa d'inverser entièrement le process et d'employer de l'air chaud au lieu du froid, l'incrédulité des maîtres de forges est facilement imaginable[45]… »
— R. Chambers , Biographical Dictionary of Eminent Scotsmen
En effet, personne n'avait alors compris que l'avantage de l'air froid résidait uniquement dans le fait qu'il était plus sec[47]!
Des premiers essais sont cependant entrepris et s'avèrent encourageants. Bien qu'aucun système de réchauffage de l'air satisfaisant ne puisse être mis au point, le principe est breveté en 1828. Pour encourager le développement d'un réchauffeur adapté, Neilson se contente d'une modeste royaltie d'un shilling par tonne produite avec son procédé[note 5]. En 1829, il réalise la première machine industrielle qui chauffe l'air à 150 °C, à Clyde. En 1931, Calder Works met en œuvre un air à environ 350 °C[46]. Même en tenant compte de la consommation de combustible du réchauffeur[L 3], de type tubulaire[G1 1], la chaleur apportée permet une économie globale de charbon pouvant atteindre un tiers, tout en diminuant sensiblement la teneur en fer du laitier[48]. À l'inverse de l'usage du coke, qui avait mis presqu'un siècle à s'imposer, le procédé est rapidement adopté[note 6] : son intérêt est démontré par les scientifiques qui énumèrent ses avantages :
« 1. Dans la partie basse du haut fourneau, le carbone n'est pas oxydé en CO2, mais seulement en CO. Brûler [une livre de lignite] dans le haut fourneau ne génère que 2 473 Btu alors que sa combustion complète, telle qu'elle se passe lorsqu'on chauffe le vent, génère 8 080 Btu […]
2. L'utilisation d'air chaud accélère la fusion des matières à proximité des tuyères.
3. Quand la température est suffisamment élevée, le carbone est brûlé directement en monoxyde de carbone et la chaleur est concentrée [aux tuyères]. Avec le vent froid, du dioxyde de carbone est produit près des tuyères, puis est décomposé en monoxyde plus haut dans le four, ce qui disperse la combustion[note 7].
4. Puisque la combustion est plus locale et qu'il faut moins d'air [pour brûler moins de coke], le haut du four est plus froid et moins de chaleur est emportée par les fumées.
5. Moins de coke implique moins de cendres à évacuer sous la forme de laitier, ce qui diminue la quantité de fondant nécessaire, et donc de combustible.
6. Puisque moins de coke est nécessaire, il faut moins de temps pour le brûler. Cette quantité de coke est, à volume de four donné, avantageusement remplacée par du minerai, ce qui dope la productivité du four[T 2]… »— T. Turner , The metallurgy of iron
 Le four de Cowper : le brûleur se situe à la base du puits et la masse de réfractaire est à gauche.
Le four de Cowper : le brûleur se situe à la base du puits et la masse de réfractaire est à gauche.
Malgré les évolutions ultérieures, l'allure générale du four a si peu changé qu'on l'appelle encore aujourd'hui cowper.La chaleur nécessaire au réchauffage de l'air peut venir de combustibles bien meilleur marché que le coke : l'appareil de Neilson se contente de charbon de qualité médiocre[T 3]. Cependant, le pouvoir calorifique des fumées de haut fourneau, qui s'enflamment spontanément en sortant du gueulard, n'avait échappé à personne : dès 1814, le français Aubertot les récupérait pour chauffer quelques fours annexes de son usine[T 4]. En effet, l'intérêt de ces fumées consiste en la présence d'une faible proportion (environ 20 % à l'époque) de monoxyde de carbone, un gaz toxique mais combustible[T 5].
En 1837, l'allemand Faber du Faur met au point le premier réchauffeur d'air, tubulaire, prélevant les gaz avant que ceux-ci ne sortent de la charge[T 6],[note 8]. James Palmer Budd dépose un brevet similaire en 1845, mais en proposant une méthode pratique de captation des gaz : ceux-ci sont prélevés sous le gueulard et descendus au pied du haut fourneau par des cheminées latérales[T 7]. Puis, en 1850, apparait à Ebbw Vale le système de fermeture du gueulard avec une cloche, qui s'impose progressivement[T 8].
Ces gaz, qui ont traversé la charge, doivent être dépoussiérés pour ne pas colmater les fours : des pots à poussière, des cyclones et des filtres épurent ces fumées jusqu'à des teneurs en poussières de quelques milligrames par normo mètre cube[T 9]. Ces installations tiennent compte des contraintes liées à gestion d'un gaz toxique produit en de grandes quantités[L 4].
Cependant, les premières chaudières métalliques ne permettent guère de dépasser 400 °C. Si un appareil de briques réfractaires permet des fonctionnements à des températures plus élevées, la faible conductivité thermique du matériau amène à un fonctionnement fondé sur l'accumulation et la restitution de chaleur au lieu de la conduction[L 5].
Fort de ce constat, Edward-Alfred Cowper, un ingénieur britannique, dépose en 1857 un brevet intitulé Améliorations dans les fours pour chauffer l'air et autres fluides élastiques[SF 4]. Les premiers essais démarrent dès 1860, aux usines de Clarence[G1 2], mais butent sur la tenue des briques, empilées en quinconce suivant l'idée de Carl Wilhelm Siemens, qui supportent mal le cyclage thermique[46],[L 6]. Il réagit en proposant la même année des améliorations qui préfigurent le four définitif : la flamme est éloignée des briques, qui comportent des canaux rectilignes[46].
Le Britannique Whitwell améliore sensiblement la tenue des réfractaires en faisant monter l'air entre des murs de briques plans. Cette disposition facilite aussi le nettoyage de l'ensemble[G1 3], que la fumée due à la combustion encrasse rapidement. Il multiplie aussi les brûleurs et fonctionne en excès d'air pour éviter les points chauds[49].
Si les fours continueront encore d'évoluer, la mise au point des technologies permettant d'atteindre une température de 1 000 °C en utilisant une énergie jusque là inutilisée s'achève alors : les cowpers deviennent indissociables du haut fourneau.
1784, le puddlage
Article détaillé : Puddlage.Invention du procédé
 Four à puddler (four à réverbère)
Four à puddler (four à réverbère)
A : sole avec l'ouverture qui permet au puddleur d'y passer son ringard. Le crochet au-dessus permet l'ouverture de la trappe.
C : cheminée avec couvercle réglant le tirage pour réguler la chauffe.
D : Séparation entre le foyer et la sole pour éviter le contact entre fonte et combustible.
F : Foyer
Household Cyclopedia of General Information...[50], 1881.La pénurie de charbon de bois au XVIIIe siècle impose son remplacement par des combustibles minéraux. Or la production d'acier naturel, qui consiste à placer la gueuse de fonte au milieu du foyer, exposerait le métal aux cendres et aux fumées issues de la combustion du charbon :
« Les feux d'affineries ne se prêtaient pas à cette substitution qui mettaient en contact le fer avec une matière toujours plus ou moins sulfureuse. Il fallait donc disposer de fours ou le métal ne touchât pas le combustible solide et fût exclusivement soumis à l'action d'une flamme.[…]
C'est en poursuivant cette idée que l'anglais Cort imagine en 1784, le procédé d'affinage auquel on a donné le nom de puddlage du mot anglais to puddle qui signifie brasser[L 7]. »— A. Ledebur, Manuel théorique et pratique de la métallurgie du fer, p. 366
Invention complétant le haut fourneau au coke, le four à reverbère de Cort permet d'affranchir la filière sidérurgique du charbon de bois. Mais avec une sole acide (en matières quartzeuses), son avantage se limite au combustible : la combustion du carbone de la fonte qui se fait par un courant d'air, est lente, ce qui entraîne une forte consommation de charbon ainsi qu'une oxydation importante du métal[L 8]. Consommant plus de deux tonnes de fonte blanche[note 9] pour produire une tonne de fer[T 10], le procédé de Cort, permet l'obtention de fer en quantité mais sans réduire significativement les coûts.
En 1818, l'invention de la sole sur plaque de fonte refroidie à l'eau par Samuel Baldwin Rogers, complétée quelques années après par celle de Joseph Hall, qui adopte un garnissage réfractaire oxydant[T 11] permet de tripler la production d'un four : la sole, constituée d'oxydes de fer issus de puddlages précédents et grillés, le bull dog, réagit avec la fonte et accélère le processus. Il faut alors moins de combustible et les pertes par oxydation sont réduites[L 9] à près de 5 %[G2 1].
Ces améliorations sont fondamentales[note 10]. Le procédé amélioré, appelé « puddlage gras », par opposition à la méthode primitive de Cort, le « puddlage sec » [note 11] se répand rapidement :
« Dans les voyages métallurgiques de MM. Dufrénoy, Coste et Perdonnet, on voit (1re édition) qu'en 1823 l'usage des soles en sable était encore général. Vers 1820 on commence à substituer des scories pilées au sable. En 1829, on constate çà et là des soles en fonte, mais les auteurs ajoutent qu'en puddlant directement sur la fonte (sans couche de riblons ou de scories), les résultats étaient défectueux. Enfin, en 1837 (2e édition), les soles en fonte sont d'un usage général[G2 1]. »
— M.L. Grüner, Traité de métallurgie, p. 168, note de bas de page
Le travail du puddleur
Le puddlage commence par la préparation de la sole. Le puddleur dépose sur la sole la couche de scories et d'oxydes qui devient une croute sous l'action conjuguée de la chaleur du four et du refroidissement de la sole en fonte[L 10].
Les gueuses de fonte sont alors chargées sur cette couche d'oxydes. Le puddlage gras pouvant se faire sur sole basique, il est possible de traiter des fontes riches en silicium ou en phosphore[L 11].
Dès que la fonte commence à fondre, le puddleur intervient. Son travail se déroule dans des conditions difficiles et demande un évident savoir-faire :
« … le travail de l'ouvrier consiste […] à labourer la fonte et les scories à l'aide d'un fort ringard, recourbé à angle droit à son extrémité ; c'est l'outil appelé « crochet ». On mêle ainsi les particules métalliques aux éléments oxydés et les expose tous deux à l'influence de l'air. Pour opérer le brassage, on n'ouvre pas la porte de travail elle-même. L'ouvrier éprouverait une chaleur trop vive, et le four lui-même serait refroidi. On se contente d'introduire les outils par une simple ouverture de 0,10 m à 0,15 m de côté, pratiquée dans le bas de la porte mobile, et facile à clore…
À mesure que le fer s'épure, il devient moins fusible[note 12] ; il faut donc, pour continuer le brassage, graduellement relever la température, en rouvrant peu à peu le clapet de la cheminée.
À la place du crochet, l'ouvrier se sert assez souvent d'un ringard à biseau, appelé palette, ou rabot, qui permet de détacher de la sole les parties refroidies, ou devenues fermes, qui tendent à y adhérer.[G2 2]. »
— M.L. Grüner, Traité de métallurgie, p. 171 § 404
La décarburation de la fonte provoque un bouillonnement, correspondant au dégagement de monoxyde de carbone. Lorsque celui-ci cesse, on peut encore pousser la décarburation jusqu'à obtenir du fer. Lorsque le puddleur l'estime finie, il partage la masse métallique en quelques boules. Celles-ci sont pressées dans le four pour les purger des scories[L 12].
L'extraction de ces boules hors du four est immédiatement suivie d'un martelage ou laminage pour en extraire les dernières scories et donner une forme exploitable, généralement des barres. Pendant cette phase, le comportement du métal chaud permet de juger sa qualité[L 13].
Enfin, les scories, polluées par les oxydes de silice, de phosphore et de soufre, sont évacuées hors du four.
L'acier industriel
Mais le décollage industriel de la production d'acier, amorcé au début du XIXe siècle (Jackson, Terrenoire à Saint-Étienne), s'effectue véritablement dans la fin des années 1860, avec l'invention des procédés Bessemer, Thomas-Gillchrist et Martin-Siemens. À l'origine de l'invention de ces trois procédés, il y a le besoin crucial des compagnies de chemins de fer européennes à trouver pour leurs rails un métal qui résiste à l'usure provoquée par le passage des trains ; il y a aussi, et par contrecoup, la nécessité dans laquelle est le secteur de recycler avantageusement les montagnes de rails de fonte usés qui s'accumulent mensuellement. La course aux armements, à partir des années 1880, fait le reste, en incitant à l'invention des aciers alliés, dont les grands initiateurs sont Boussingault à Unieux (bassin stéphanois) et Fayol. C'est ainsi que naît la métallographie (Le Chatelier, Osmond au Creusot, Léon Guillet au CNAM).
L'industrialisation de la sidérurgie est indissociable du développement de la machine à vapeur : il faut de l'acier pour fabriquer des machines, et la machine à vapeur participe à l'industrialisation en facilitant l'extraction du minerai (pompage de l'eau des mines, ascenseurs), la soufflerie et le martelage. C'est la révolution industrielle.
1856, l'acier Bessemer
La découverte
 Henry Bessemer
Henry BessemerHenry Bessemer est un ingénieur et inventeur anglais fécond. Dans les débuts des années 1850, il travaille à l'amélioration du four à réverbère utilisé pour la fusion de la fonte. Il provoque un courant d'air à la surface du bain de fonte liquide pour attiser la combustion des gaz. Il observe alors que, à la surface de la fonte liquide, se forment de fines plaques de fer décarburé solide : la température de fusion du fer pur (1 535 °C) étant supérieure à celle de la fonte, la température dans le four est donc suffisante pour faire fondre la fonte mais insuffisante pour le fer, qui se solidifie. Bessemer en tire la conclusion qu'il est possible de décarburer la fonte par l'action de l'air sans puddlage.
 Un modèle précoce de convertisseur Bessemer, il n'a pas encore la forme caractéristique en « cornue ».
Un modèle précoce de convertisseur Bessemer, il n'a pas encore la forme caractéristique en « cornue ».Rapidement, il cherche à vérifier son hypothèse. Dans un premier temps, il construit un creuset de laboratoire avec une canne permettant de faire barboter de l'air dans de la fonte en fusion. Le creuset est réchauffé par l'extérieur. Ce montage lui permet de vérifier son hypothèse. Il découvre rapidement que les réactions sont suffisamment exothermiques et qu'il n'est pas nécessaire de maintenir un chauffage autour du creuset. En voyant une plaque de fonte placée au-dessus de la cheminée fondre, Bessemer a l'idée d'un convertisseur expérimental. Celui-ci fait de quatre pieds de haut, comportant une cheminé au centre du couvercle et à la base six tuyères horizontales. La réaction est assez violente.
En 1895, Ledebur décrit ainsi la réaction dans un convertisseur industriel :
« Lorsque l'on traite dans un convertisseur acide une fonte très siliceuse et que la température de l'appareil, ou celle de la fonte n'est pas très élevée, les gaz qui s'échappent de prime abord sont peu éclairants ; ils ont une teinte rougeâtre due aux parcelles métalliques qu'ils entraînent, le carbone ne brûle pas encore ou, du moins sa combustion est insignifiante, l'oxydation se porte à peu près uniquement sur le silicium et le manganèse ; de nombreuses étincelles sont projetées hors de l'appareil, et on entend à l'intérieur un bruit de clapotement provenant du passage de l'air à travers la masse métallique…
Bientôt après, la combustion du carbone commence, la flamme paraît avec une couleur d'un bleu blanchâtre et sous la forme d'un cône allongé ; puis elle devient plus vivement éclairante, tandis que le nombre et la grosseur des étincelles diminuent…
À partir du moment où le carbone a commencé à brûler, le dégagement des gaz augmente, la flamme devient d'un blanc éclatant, elle atteint jusqu'à 6 m de longueur ; le clapotement du commencement se transforme en explosion retentissante provoquée par la production de grande quantité d'oxyde de carbone dans un endroit restreint. Il se fait des projections de scories et de grenaille métallique entraînées par le mouvement rapide des gaz…
Dès le moment où la flamme devient plus vive, on distingue à sa pointe une fumée brune qui augmente d'intensité à mesure que la décarburation s'avance ; elle se compose d'oxyde de fer et d'oxyde de manganèse emportés par le courant gazeux… Cependant la carburation du métal diminue de plus en plus, l'oxygène atteint moins facilement le carbone plus dilué, sa combustion se fait plus lentement ; la flamme devient plus faible, plus inégale, plus transparente ; la fumée brune augmente et enveloppe toute la pointe de la flamme, les explosions à l'intérieur de la cornue se calment…[L 14] »
— A. Ledebur, Manuel théorique et pratique de la métallurgie du fer, p. 507
 Convertisseur Bessemer avec sa forme caractéristique, il est parfois appelé « cornue Bessemer » :
Convertisseur Bessemer avec sa forme caractéristique, il est parfois appelé « cornue Bessemer » :- sur la vue A se trouvent l'axe et les pignons permettant la rotation ainsi que le raccord permettant l'arrivée d'air ;
- sur la coupe B, les tuyères sont sur le fond du convertisseur.
Bessemer essaie diverses formes de convertisseurs fixes. Ceux-ci présentent de nombreux défauts qui limitent l'utilisation de la méthode.
Il résout le problème en créant un convertisseur fixe et rotatif :
« Je devais résoudre les difficultés liées au caractère fixe d'un convertisseur fixe. Pour ces convertisseurs, la majorité de la chaleur se dissipe par le souffle qui apparaît durant la transformation du métal et la continuation du souffle lorsque le métal se convertit et durant le temps du déchargement, ce qui représente une durée variable. Il y a également le problème de l'arrêt de l'opération si quelque chose se passe mal avec la soufflerie ou avec la tuyère. J'ai activement cherché une solution pour ces graves défauts sans succès, jusqu'au moment où j'ai eu l'idée de monter le convertisseur sur des axes ainsi je pouvais maintenir les tuyères au-dessus du métal jusqu'au moment où la totalité de la fonte en fusion était dans le convertisseur. Cela permet la réalisation du soufflage de la totalité de la charge en même temps et permet également l'arrêt de la soufflerie pendant le déchargement. Ce mouvement du convertisseur permet un arrêt de l'opération à tout moment pour réparer une tuyère endommagée et facilite énormément le travail. »
— Henry Bessemer, Sir Henry Bessemer, F.R.S, an autobiography, chapitre xi
L'annonce de Cheltenham
La méthode inventée par Henry Bessemer soulève beaucoup de scepticisme. Ainsi, il raconte cet échange avec son contremaître qui résume l'opinion générale :
« « Où voulez-vous mettre le métal, monsieur ? »
Je lui répondis : « Je veux que vous le versiez à l'aide d'une rigole dans ce petit four », en lui désignant le convertisseur, « celui dont vous avez arrêté tout le chauffage et dans lequel je dois souffler de l'air froid pour le réchauffer ». L'homme me regarda d'un air où la surprise et la pitié pour mon ignorance étaient curieusement mêlées.
Il dit alors : « il sera vite pris en masse ». »
— Henry Bessemer, Sir Henry Bessemer, F.R.S, an autobiography, chapitre xii
À l'invitation de George Rennie, président de la section mécanique de la British Association, il se rend le 13 août 1856 à Cheltenham pour expliquer son procédé devant le congrès de cette association renommée. Son discours a un grand retentissement et est reproduit le lendemain dans The Times.
Immédiatement, quelques maîtres de forge achètent le droit de fabriquer de l'acier Bessemer. Il accorde ce droit en échange du reversement d'une royaltie de dix shillings par tonne d'acier ou de fer produit.
« ... this fatal enemy, phosphorus »
 Représentation d'une installation avec deux convertisseurs :
Représentation d'une installation avec deux convertisseurs :- le convertisseur de gauche (A') est en position de chargement ;
- les hottes (K' et K) servent à capter les gaz provenant du traitement ;
- le convertisseur de droite (A) est en position de déchargement et verse le métal en fusion dans le creuset.
« British pig-iron abonded with this fatal enemy, phosphorus » (« La fonte brute britannique contient de façon abondante cet ennemi mortel, le phosphore »), ainsi s'exprime Bessemer dans son autobiographie.
Le phosphore est un élément chimique qui fait perdre à l'acier ou au fer leur ductilité, les rendant fragiles. Ils perdent tout intérêt en devenant extrêmement cassants. Or, il a couvert l'intérieur de son convertisseur avec des briques réfractaires acides. Son procédé est incapable de retirer le phosphore de la fonte si celle-ci en contient.
« L'appareil imaginé par Bessemer […] est revêtu de matière siliceuse, les oxydes de fer […] servant à garnir les fours dans lesquels on pratique l'affinage de la fonte étaient incapables de résister aux hautes températures qu'exige la production de l'acier fondu et l'on ne connaissait pas à cette époque, de matière basique suffisamment réfractaire […] Les oxydes de fer rencontrent toute facilité pour se saturer en silice et former une scorie acide en présence de laquelle le phosphore ne peut être éliminé[L 15]. »
— A. Ledebur, Manuel théorique et pratique de la métallurgie du fer, p. 468
Plus tard, le phénomène sera expliqué de façon plus précise :
« La combustion du phosphore se fait en formant de l'acide phosphorique (P2O5) qui ne peut subsister que s'il est fixé par une scorie basique[C 1]. L'anhydride phosphorique P2O5 n'est pas stable en présence de fer liquide…
- P2O5 + 5 Fe = 2P + 5 FeO
D'autre part, l'anhydride forme avec l'oxyde de fer un phosphate P2O5,3FeO. La réaction complète peut s'écrire :
- 8FeO + 2P = P2O5,3FeO + 5 Fe[C 2] »
— L. Colombier, Métallurgie du fer, p. 95
C'est un coup dur pour Bessemer. Son annonce à Cheltenham était un peu prématurée, car il n'avait pas réalisé que la majorité des fontes britanniques contiennent du phosphore. Le procédé est rapidement abandonné par ceux qui l'ont essayé. Il met deux ans avant de trouver l'explication du phénomène et pour regagner la confiance des maîtres de forge. Il recherche en Angleterre et en Suède des fontes sans phosphore capables d'être affinées en bon acier par son procédé. En 1858, il crée à Sheffield la Henry Bessemer and Company, usine dans laquelle il industrialise son procédé afin de le commercialiser. C'est dans les villes de Sheffield et de Edsken en Suède que le procédé prend son essor industriel.
Le 24 mai 1859, le colonel Eardley Wilmot, superintendant à la Royal Gun Factory, prononce un discours et présente des échantillons d'acier Bessemer devant l'Institution of Civil Engineers à Londres. Il indique que le procédé est utilisé avec succès pour fabriquer de l'acier destiné à la fabrication de canons. Une coopération entre Bessemer et Wilmot se met en place, manifestement fructueuse puisque Bessemer lui consacre un chapitre entier dans son autobiographie[51].
La voie est ouverte, l'industrialisation de l'acier est en route : « il est bien évident pour nous que l'acier puddlé, ainsi que le fer puddlé aciéreux (fer à grains), ont fait leur temps. Ils vont céder le pas à l'acier Bessemer, comme ils ont remplacé eux-mêmes l'ancien acier de forge et l'acier cémenté plus ou moins corroyé[52]. »
1877, Thomas et Gilchrist déphosphorent la fonte
Comment convertir les fontes phosphoreuses ?
Si le procédé Bessemer est une évolution majeure, sa limite pose problème à de nombreux pays. En fait, l'Angleterre, la Suède et les États-Unis sont pratiquement les seuls pays à réellement profiter de sa découverte. Avec la conversion massive de ses hauts fourneaux au coke, l'Angleterre connaît un développement beaucoup plus rapide de son industrie sidérurgique que celle des autres pays. Ainsi apparaissent les prémices d'un nouveau système technique fondé sur l'emploi généralisé du métal, de la machine à vapeur et du charbon.
De nombreux pays ne possèdent que des minerais de fer phosphoreux. C'est le cas de la France avec la minette lorraine, mais aussi de l'Allemagne, de la Belgique, du Luxembourg et même du Pays de Galles. Non seulement de nombreux industriels ne peuvent utiliser le procédé, mais à cause de la forte demande, le prix du minerai anglais devient extrêmement coûteux. De nombreux ingénieurs et chercheurs se penchent sur le problème.
En 1872, un certain Snelus propose d'utiliser la chaux dans le convertisseur[53]. Le caractère hygroscopique de ce produit le rend cependant inutilisable dans les convertisseurs de l'époque. Le métallurgiste français Gruner entrevoit la solution :
« La chaux et la magnésie, aussi infusibles que l'alumine, peuvent également faire office d'agent réfractaire. On sait que M. H. Deville fond le platine dans de petits fours à paroi de chaux ; et l'on prépare des creusets en magnésie pure. Ces bases fortes s'unissent à la silice et forment avec l'argile, des silicates doubles ou multiples faciles à fondre. Dans ces conditions, ce seraient de mauvais revêtements réfractaires…
La forte affinité des deux bases pour les acides, nuisible lorsqu'il s'agit d'un élément siliceux, peut être utile à d'autres points de vue. En voici un exemple : lorsqu'une fonte de fer phosphoreuse est soumise à l'affinage, il se produit un phosphate de fer qui, sous l'influence combinée de la silice, du fer ou du charbon, est facile à ramener à l'état de phosphure, tandis qu'en présence de la chaux ou de la magnésie, il tend à se former des phosphates plus stables. Il faut donc se servir de ces deux bases dans les opérations où l'on se propose d'affiner des métaux bruts.
Malheureusement leur emploi offre certaines difficultés. Le carbonate de chaux est décomposé par la chaleur ; la chaux vive absorbe l'humidité et tombe en poudre… Le jour où l'on met hors feux, la chaux fuse et tombe en poudre. La magnésie conviendrait mieux, parce qu'elle ne se délite pas à l'air ; malheureusement le carbonate de magnésie est une rareté minéralogique. Peut-être pourrait-on avoir recours à la dolomie, le carbonate double de chaux et de magnésie ? La dolomie, cuite à haute température, surtout si elle contenait assez d'argile pour se fritter un peu, résisterait mieux que la chaux pure à l'action de l'air humide[G2 3]. »
— E.-L. Gruner, Traité de métallurgie, p. 199-200 §100 Chaux et magnésie
L'invention de Thomas
L'intuition de Grüner est la bonne. Mais ce sont deux Anglais qui vont faire la découverte et mettre au point la méthode.
Sidney Gilchrist Thomas a 25 ans quand il pense trouver la solution. Il convainc son cousin Percy Carlyle Gilchrist, chimiste dans une usine métallurgique du pays de Galles, de l'aider. Ils mettent au point un revêtement réfractaire de type basique à base de dolomie. Grâce à ce revêtement, il est possible de mettre de la chaux dans le convertisseur avant de charger la fonte[53].
Les essais de laboratoires se font en 1877 à l'aciérie de Blaenavon. Sidney Thomas dépose alors un brevet pour protéger son invention. Un essai industriel est réalisé le 4 avril 1879 dans l'usine d'Eston appartenant à Bolkow-Vaughan de Middlesbrough. Sidney Thomas et son cousin l'ignorent mais c'est un tournant dans le développement industriel de l'Europe[53].
Comme Bessemer à Chelteham, les deux inventeurs présentent leur invention à l'Iron and Steel Institute en mars 1878. Comme Bessemer, et compte tenu d'expériences malheureuses, Thomas et Gilchrist ont du mal de se faire entendre[L 16]. Mais la période de doute est de courte durée et le procédé se diffuse rapidement.
Le revêtement réfractaire
 Four à cuire la dolomie.
Four à cuire la dolomie.La dolomie est un carbonate de calcium et de magnésium de formule chimique CaMg(CO3)2. C'est donc une roche proche du calcaire où une partie du calcium est remplacée par du magnésium. Pour obtenir un matériau réfractaire stable, il est mélangé avec du goudron.
À la fin du XIXe siècle, sa mise en œuvre pour la sidérurgie obéit à des critères bien déterminés :
« La matière réfractaire dont on se sert le plus souvent pour fabriquer ces sortes de matériaux est la dolomie. Elle est composée d'environ 45 % d'acide carbonique, 30 % de chaux, 20 % de magnésie, 1 à 2 % de silice, 2 % d'alumine et quelques autres matières étrangères. Elle ne pourrait être employée si elle refermait plus de 3 % d'oxyde de fer ou beaucoup plus de 2 % de silice…
La préparation de la dolomie consiste en une cuisson poussée jusqu'à l'agglomération. La cuisson est indispensable pour diminuer la tendance de la matière à absorber de nouveau au contact de l'air, de l'eau et de l'acide carbonique qui les rendraient impossible à utiliser. En allemand on dit que la dolomie est tuée par la cuisson (en France, on dit frittée) […]
La dolomie frittée contient 35 % environ de chaux, 35 de magnésie, 5 de silice, le reste se compose d'un d'oxyde de fer d'alumine, des traces de manganèse et de quelques autres corps […]
La dolomie est broyée […] et mélangée à une petite proportion de goudron variant de 2 à 8 % qui permet de l'agglomérer […]. La matière ainsi préparée est employée soit à faire un pisé pour le revêtement d'un four, soit à être moulée sous forme de briques qui servent à la construction des parois d'un four.
Avant de les faire entrer dans une construction, cependant, ces briques doivent subir une nouvelle cuisson qui les débarrasse des parties volatiles du goudron ; le carbone de ce dernier reste et sert de liant aux grains de dolomie. Au commencement de la cuisson, la matière se ramollit sous l'influence de la chaleur, puis en acquiert la dureté de la pierre.
Quant au pisé et aux briques employées crues, on les cuit sur place. Il faut chauffer pendant 12 heures à la température de 300 °C des briques du poids de 25 kg[L 17]. »
— A. Ledebur, Manuel théorique et pratique de la métallurgie du fer, p. 183 à 186
Le procédé
À part le revêtement, le procédé est très proche du procédé « acide » Bessemer. L'oxydation du phosphore impose quelques opérations complémentaires : on verse préalablement dans la cornue une charge de chaux vive correspondant à 12 à 15 % du poids de la fonte, puis on enfourne la fonte. Enfin le soufflage est prolongé au-delà de la décarburation pour permettre la déphosphoration[L 18].
 Évolution de la charge d'un convertisseur Thomas pendant le soufflage
Évolution de la charge d'un convertisseur Thomas pendant le soufflageLes opérations de désilication et de décarburation sont semblables à celles du procédé acide ; seule la cinétique des réactions change, la basicité du laitier favorisant la production de silice mais gênant celle d'oxyde de manganèse[B 1].
Pendant la déphosphoration, le phosphore oxydé migre dans le laitier. La forte élévation de la température s'explique par l'aspect très exothermique de l'oxydation de cet élément. Cette dernière étape, appelée « sursoufflage », doit être arrêtée dès que le phosphore est éliminé car elle correspond aussi au début de la combustion du fer, qui se manifeste par l'émission de fumées rousses[B 2].
Le phosphore ne s'éliminant qu'à la fin du soufflage, la combustion complète du carbone est un préalable à l'élimination du phosphore. Si l'on veut augmenter le taux de carbone de l'acier, il faut recarburer ensuite de manière contrôlée le métal en fusion. Cette recarburation doit bien-sûr se dérouler après la vidange du laitier pour éviter que le phosphore ne retourne dans le métal[L 19].
L'acier obtenu est séparé, par décantation, du laitier contenant les oxydes de phosphore. Cette scorie est utilisée comme engrais. Sidney Thomas, qui s'implique également dans l'amélioration des conditions sociales de son temps, promeut cette qualité. L'acide phosphorique qui s'y trouve se présente sous forme de phosphate, tétracalcique (P2O5, 4 CaO) dont la majeure partie est assimilable par la végétation. La quantité de scorie est d'environ 200 à 250 kg de scorie par tonne d'acier[C 3].
Les conséquences sur l'économie
Le nouveau procédé permet l'utilisation intensive des minerais phosphoreux et en particulier l'utilisation du minerai lorrain, surnommé la minette. Ce minerai, riche en phosphore (d'environ 0,5 à 1 % du minerai), restait inutilisable avec un revêtement acide, la déphosphoration nécessitant un laitier riche en chaux, donc basique.
 Répartition entre les procédés Bessemer et Thomas pour les principaux pays producteurs d'acier.
Répartition entre les procédés Bessemer et Thomas pour les principaux pays producteurs d'acier.Dans quatre pays les plus industrialisés (Allemagne, États-Unis, France et Grande-Bretagne), la proportion d'acier Thomas, proche de zéro en 1880, correspond à 62 % de la production Bessemer et Thomas en 1913[54], sachant que la production américaine connait une croissance spectaculaire (3 380 kt en 1880 et 33 500 kt en 1913) sans utiliser le procédé Thomas[55].
En 1880, le Royaume-Uni produit 1,31 Mt d'acier liquide alors que quatre autres pays européens, Allemagne, Belgique, France et Luxembourg, n'en produisent que 1,22 Mt[54]. À la veille de la Première Guerre mondiale, en 1913, ce pays a perdu sa position dominante. La production allemande d'acier, qui profite des gisements de la Lorraine annexée[note 13] et de la cartellisation des industriels représente, en 1908, 11,2 Mt contre 5,3 Mt pour le Royaume-Uni, la production au four Martin atteignant alors dans chacun des deux pays environ 4 Mt[55].
Le nouveau procédé a donc complètement modifié le poids industriel des nations, notamment en Europe. Compte tenu également du niveau des investissements, c'est aussi le démarrage du règne des grandes entreprises qui sont capables de concentration verticale et/ou de spécialisation.
À l'intérieur des pays, la production métallurgique se concentre dans certaines régions. En France, de nombreux petits centres métallurgiques ruraux qui avaient survécu à l'arrivée et aux perfectionnements des hauts fourneaux au début du XIXe siècle[G2 4] disparaissent au profit notamment de la Lorraine non annexée. En 1869, avant la guerre franco-allemande de 1870, les deux départements de Meurthe et de Moselle produisent 1,4 % de l'acier français ; en 1913 l'acier Thomas des usines de la seule Meurthe-et-Moselle correspond à 69 % de la production nationale[F 8]. Cette évolution est aussi accentuée par la très forte amélioration des moyens de transports qui permettent la livraison des produits manufacturés même loin des centres de production.
1864 : Pierre-Émile Martin fait fondre l'acier
 Principe de fonctionnement du four Siemens :
Principe de fonctionnement du four Siemens :- en position 1 (flèches violettes), le gaz et l'air sont dirigés vers le brûleur 1, le gaz chaud issu de la combustion est collecté par le brûleur 2. Il transmet sa chaleur aux récupérateurs de chaleur D1 et D2. Le gaz est ensuite dirigé vers la cheminée ;
- quand les récupérateurs D1 et D2 sont suffisamment chauds, on inverse le flux en tournant les vannes dans la position 2 (flèches bleues), le gaz carburant et l'air s'échauffent en passant à travers les accumulateurs D1 et D2. Le gaz de combustion est collecté par le brûleur 1 et chauffe les accumulateurs G1 et G2.
Les fours à réverbère de la première moitié du XIXe siècle ne fournissent pas une température suffisante pour faire fondre l'acier. En 1864, le Français Pierre-Émile Martin réussit à Sireuil, dans l'usine de son père Émile Martin, à mettre au point un four à réverbère permettant de faire fondre un mélange de fonte et de riblons (déchets de production de fer ou d'acier inutilisable en l'état) ou de ferrailles recyclées. L'utilisation du procédé Martin présente un grand intérêt économique grâce à l'utilisation des déchets de fer et d'acier qui, du fait du développement de la production, commencent à représenter des quantités importantes. La durée de l'opération d'affinage prend un temps plus long en comparaison avec le procédé au convertisseur. Ce point, s'il est un désavantage pour la productivité, présente le grand avantage de permettre une meilleure maîtrise du procédé et ainsi d'obtenir des aciers de meilleure qualité. Rapidement, les « aciers Martin » sont choisis pour l'armement (le fusil Chassepot, les canons de la marine française) ou les bandages des roues de chemin de fer.
Le four Siemens
En fait, Pierre Martin réussit à mettre au point son procédé de fabrication en utilisant astucieusement une technologie de four mise au point en 1856 par Carl Wilhelm Siemens. La technologie de ces fours repose sur le préchauffage des gaz de combustion dans quatre chambres remplies de briques réfractaires empilées en chicane ou en domino pour présenter une grande surface de contact.
L'installation est constituée d'un four à sole et de quatre régénérateurs de chaleur. Ces derniers sont des chambres revêtues de matériau réfractaire dans lesquelles on empile des briques. Ces briques servent d'accumulateurs de chaleur. Les gaz de combustion sont récupérés à une température supérieure à 1 500 °C à la sortie de four et sont dirigés vers deux des chambres. Les briques récupèrent la chaleur de ces gaz. Lorsqu'elles atteignent une température suffisante, le flux gazeux est inversé à l'aide d'une vanne. Le gaz carburant ainsi que l'air comburant sont alors dirigés vers ces deux chambres afin de s'échauffer avant d'être dirigés vers le four. Ils arrivent au niveau du brûleur (appelé le carmeau) dans le four à une température importante, ce qui a pour effet d'augmenter significativement la température à l'intérieur du four.
L'utilisation de ce type de four était limitée à cause de la fragilité des réfractaires utilisées pour la fabrication de la sole. Il n'était utilisé que pour le puddlage ou dans les verreries. Pierre Martin réussit à mettre au point une sole réfractaire siliceuse (donc acide) qui résiste à la température :
 L'empilage de briques dans les régénérateurs
L'empilage de briques dans les régénérateurs« Dans la plupart des fours, ce pisé se compose de quartz aussi pur que possible broyé sous forme de sable à gros grain de la grosseur d'un pois que l'on mélange avec une quantité d'argile réfractaire qui varie de 2 à 5 %, et qui assure l'agglomération. Tantôt on établit la sole en une seule fois sur toute son épaisseur, puis on laisse sécher lentement, après quoi on procède à la cuisson en élevant graduellement la température, tantôt on la construit par couches successives de 20 millimètres que l'on cuit l'une après l'autre[L 20]. »
— A. Ledebur, Manuel théorique et pratique de la métallurgie du fer, p. 548
En 1879, les ingénieurs Varlands et Alexandre Pourcel à Terrenoire (près de Saint-Étienne) et au Creusot, utilisant les travaux de Thomas, mettent au point des soles basiques fabriquées à partir de magnésie et en dolomie. Ce type de sole permet, exactement de la même manière que pour les convertisseurs Thomas, de traiter des matières premières qui contiennent du phosphore.
Les traducteurs de l'ouvrage de Ledebur mentionnent également l'existence de sole dite « neutre » contenant du ferrochrome. Contrairement aux deux autres types de soles, elle ne joue aucun rôle dans les réactions métallurgiques avec le métal en fusion[L 21].
Les matières premières
Le grand intérêt du procédé Martin est la possibilité de recycler du fer ou de l'acier sous forme de riblons ou sur forme de ferraille récupérée :
« La principale matière première formant la charge d'un four Martin est le fer doux sous forme de débris, de riblons de toutes sortent, de bout de barre laminés, de ferrailles, etc. ; en somme, il n'existe guère de morceau de fer de quelques qualités qui soit, dont on ne puisse tirer parti au four Martin[L 22]. »
— A. Ledebur, Manuel théorique et pratique de la métallurgie du fer, p. 544
L'autre grande matière première est la fonte. Pendant la transformation, la fonte est affinée en perdant son carbone et son silicium. Plus la proportion de fonte est importante (ce qui augmente la proportion de carbone dans le mélange), plus l'affinage doit être énergique.
La proportion entre la quantité de déchets ferreux et la fonte est extrêmement variable, allant à l'extrême jusqu'à des charges ne contenant que de la fonte. D'après Colombier, la quantité minimum de fonte est de 20 % pour le procédé acide[C 4].
Dans les fours à sole basique, on peut utiliser directement du minerai de fer pour le procédé dit « au minerai ». Afin de déphosphorer la charge dans ce type de four, on utilise également de la chaux ou du calcaire.
« … il se présente certaines circonstances où l'on est amené à préférer un dosage de matières comportant plus de fonte et moins de fer […] Souvent, c'est en se basant sur le prix relatif de la fonte et des ferrailles que l'on établit la composition du lit de fusion, et rien ne s'oppose à ce que la proportion de fonte soit plus élevée, si on augmente les réactions oxydantes pendant la fusion. Le moyen le plus simple qu'on puisse employer pour atteindre ce but, consiste dans l'addition de minerai de fer, dont l'oxygène intervient pour brûler le carbone ; une partie du fer de ce minerai est réduit et vient s'ajouter à celui du bain[L 23]. »
— A. Ledebur, Manuel théorique et pratique de la métallurgie du fer, p. 563
Le procédé
Le four est chargé manuellement ou mécaniquement. L'ordre et la disposition de chargement dépendent de nombreux facteurs. Ledebur note par exemple en 1895 que dans les petits fours, le fondeur charge d'abord la fonte en une seule opération ; il attend qu'elle soit fondue avant d'ajouter par opérations successives le fer et l'acier. Alors que dans les grands fours, et notamment ceux à sole basique, on charge en même temps la fonte et les autres matières métalliques[L 24]. Colombier indique en 1957 que pour le four à sole acide on charge la charge en une seule opération, d'abord la fonte sur la sole puis les ribblons au-dessus de la charge[C 5].
 Coupe d'un four Siemens-Martin. Les quatre régénérateurs sont en dessous du four.
Coupe d'un four Siemens-Martin. Les quatre régénérateurs sont en dessous du four.Au XIXe siècle, la conduite de l'opération repose principalement sur le savoir-faire et le coup d'œil du fondeur qui conduit le four :
« L'oxydation du carbone se manifeste par le bouillonnement que produisent les bulles d'oxyde de carbone qui se dégagent du métal en fusion […] Quand le bouillonnement a cessé, ou s'est apaisé, on fait la première prise d'essai ; à cet effet, on plonge dans le bain une petite poche de fer préalablement chauffée, et on en retire un peu de métal qu'on verse dans un moule en fonte ; on obtient une éprouvette ; les étincelles qui se dégagent du métal pendant qu'on le coule, le boursouflement qui se produit dans le moule, ou le retassement sont déjà des indices de la nature du métal, on la porte sous le marteau, on la forge rapidement et on essaie de la plier à froid […] pour un œil exercé, le simple examen de la cassure suffit à montrer la décarburation du métal[L 25]. »
— A. Ledebur, Manuel théorique et pratique de la métallurgie du fer, p. 568
Il faudra attendre de nombreuses années pour voir apparaître des appareils de mesure, notamment de la température. Colombier note dans son ouvrage : « on ne saurait trop insister sur l'importance qu'il y a à introduire le plus de mesures possibles dans l'élaboration de l'acier dont la conduite fut laissé si longtemps au flair acquis par une longue expérience »[C 6].
Lorsque l'opérateur juge que la décarburation est suffisante, divers éléments (ferromanganèse, ferrosilicium ou aluminium) sont ajoutés pour désoxyder et dégazer (« calmer ») la charge ; « Veut-on obtenir du fer doux destiné au laminage, l'addition se composera de ferromanganèse contenant de 50 à 80 % de manganèse, et son poids sera de 0,5 à 1 % du métal chargé. Pour obtenir du fer moins doux ou de l'acier, on ajoutera 1 à 3 % de ce ferromanganèse »[L 26].
Une fois l'ensemble des opérations réalisées, le métal obtenu est coulé dans une poche ou une lingotière.
L'affinage n'est pas réalisé par le passage de l'air à travers la charge de fonte, comme dans les convertisseurs, mais par le contact entre le métal en fusion et le laitier. La durée totale de l'opération est donc beaucoup plus longue et varie fortement en fonction de la proportion de fonte, de la nature de la sole, de la température du four et du temps employé au chargement (à cause du temps de chargement mais également du refroidissement du four si les portes restent ouvertes plus longtemps) et du poids de la charge. Ledebur donne un temps variant de 4 à 12 heures avec plus classiquement un temps variant de 5 à 8 heures. Ce qui permettait de faire trois à quatre coulées dans la journée[L 27]. La durée est un désavantage en termes de productivité mais est un avantage en termes de maîtrise de la qualité du produit obtenu. Le temps plus long et les possibilités d'ajustement ou d'addition dans la charge permettent d'obtenir des aciers de meilleure qualité en comparaison de ceux obtenus avec les procédés Bessemer et Thomas.
L'aciérie moderne
Article détaillé : Aciérie.Le retour limité à la réduction directe
Les premières méthodes de réduction du minerai de fer dans les bas fourneaux, qui se faisaient sans fusion complète du métal, étaient dues à l'incapacité d'atteindre de hautes températures. Dans un contexte d'énergie de plus en plus chère, l'idée d'éviter l'étape de fusion, a priori peu utile puisque le fer n'est commercialisé que sous forme solidifiée, a fait l'objet de recherches plus poussées dans les années 1960.
En effet, le diagramme d'Ellingham montre que dès 1 000 °C, l'équilibre de Boudouard permet d'avoir une réduction efficace du minerai en atmosphère réductrice riche en CO et H2.
Cette atmosphère peut être créée à partir du craquage à haute température du gaz naturel, qui remplace alors le charbon comme matière première pour l'agent réducteur. Dans le cas d'un procédé continu (cas du procédé MIDREX par exemple[56]), le gaz chaud est soufflé au bas d'un fourneau, alors que les minerais sont chargés à son sommet. C'est donc un réacteur à contre-courant proche d'un haut fourneau à la différence près que la fusion n'est pas nécessaire : le fer est extrait à l'état solide à la base du four[note 14].
Un autre intérêt de certaines méthodes est de permettre la fabrication de fer là où on ne dispose que de gaz naturel ou de charbon non cokéfiable. Les procédés de réduction directe sont donc une alternative au haut fourneau, même si l'étape de fusion par four électrique ou comme minerai pré-réduit dans une usine sidérurgique classique devient souvent nécessaire pour l'obtention d'alliages.
Sur ce principe, un certain nombre de procédés ont vu le jour[56] :
- processus de réduction directe fonctionnant jusqu'à 1 000 °C et où les gaz réducteurs sont générés à l'extérieur de la chambre de réduction ; on y distingue :
- les fourneaux continus où la charge se déplace dans le four (wiberg-soderfors, MIDREX qui représente 2/3 de la production de minerais pré-réduits[57],[58], HYL III, Armco, NSC, Purofer) ;
- les fourneaux à lit fixe (HYL I, le plus ancien procédé de réduction directe, datant de 1957[57], et HYL II),
- les réacteurs à lit fluidisé (FIOR, HIB) ;
- processus de réduction directe fonctionnant entre 1 000 °C et 1 200 °C, où les gaz réducteurs sont générés par des hydrocarbures injectés dans la chambre de réduction :
- les fours clos (Krupp-Renn, Krupp-CODIR, ACCAR, DRC, LS-RIOR),
- les fours rotatifs (INMETCO, salem, SL/RN[60]),
- les cornues (Hoganas[61], Kinglor-Metor),
- les réacteurs à lit fluidisé (FIOR, HIB) ;
- procédés de fonte directe, au-delà de 1 300 °C :
- fusion par four électrique (fours électriques à fonte, DLM),
- fusion avec des lances thermiques à oxygène + carburant (INRED, KR, Kawasaki, CGS) ;
- Procédé à plasma, au-delà de 1 530 °C :
- à arc non transféré (plasmasmelt, plasmared),
- à arc transféré (ELRED, EPP, SSP, The Toronto System, réacteur à film plasma tombant).
Tous ces procédés et leurs variantes visent à améliorer le rendement thermique de l'installation, à l'adapter aux minerais les plus pauvres ou inaptes à l'utilisation dans des hauts fourneaux (comme les sables, qui ne sont pas assez perméables au passage du gaz réducteur)… Certains intègrent une fusion après la réduction directe, pour produire de la fonte liquide comme un haut fourneau (procédés COREX[56], SL/RN[60]…)
Malgré une forte expansion, notamment en Inde[58], ainsi que de nombreux développements (d'où le nombre de procédés évoqués), la réduction directe n'a jamais dépassé 5 % de la production mondiale de d'acier. Cette proportion se maintient cependant en dépit du fort développement de la sidérurgie chinoise, fondé sur la filière fonte dans un pays où la disponibilité en coke ne pose aucun problème.
En outre, la complexité (voir la photo) et la faible capacité des installations ne permet à aucun de ces procédés d'être l'alternative économique aux investissements énormes liés à l'exploitation des hauts fourneaux[62].
L'aciérie à l'oxygène
En 1895, Carl von Linde réussit la liquéfaction de l'air. Indépendamment de cette démarche, Georges Claude met en service le 23 avril 1905 un procédé industriel de liquéfaction de l'air. Les brevets déposés par chaque chercheur autorisent la production industrielle, et surtout économique, de grandes quantités d'oxygène et d'azote liquide. Des entreprises naissent rapidement (Claude fonde Air liquide, alors que von Linde crée Linde AG et Praxair)[62].
Cet accès à l'élément clé de la décarburation n'échappe pas à Georges Claude qui recommande dès 1910 l'utilisation de l'oxygène pur en sidérurgie. En effet, envisagée dès 1856 par Bessemer[63], l'utilisation d'oxygène pur est une amélioration logique des convertisseurs, le soufflage d'air dans les procédés Bessemer et Thomas montrant des inconvénients évidents :
- 78 % de l'air est composé d'azote et n'a pas de rôle utile dans la décarburation. Cette injection de gaz représente une perte thermique, à peine compensée par le bilan exothermique de l'oxydation du carbone : « chaque m³ d'azote sortant du convertisseur emporte sensiblement la chaleur nécessaire à la fusion d'un peu plus d'un kilo de ferraille[64] ».
- la faible teneur en oxygène de l'air ralenti la réaction chimique ; le soufflage dure plus longtemps puisque qu'on ne peut pas augmenter les débits sans risquer un débordement ;
- une partie de l'azote reste dissout dans l'acier liquide ; or l'azote est un élément fragilisant pour le fer[B 3].
Adaptation des convertisseurs Thomas et Bessemer
Le procédé Thomas est le premier à attirer l'attention des chercheurs. En effet, contrairement au procédé Martin, il présente deux inconvénient évidents : l'air est injecté froid[note 15] et il traverse la charge de part en part[B 4]. Son réglage thermique est délicat : la température du bain, chauffé par l'oxydation du carbone, augmente moins vite que le point de fusion du métal qui s'appauvrit régulièrement en carbone[note 16]. C'est l'oxydation du silicium et du phosphore, ou l'utilisation d'une fonte plus chaude et plus chargée en carbone qui permet en fait la fusion. Ce constat amène à des pratiques paradoxales : pour pouvoir décarburer et déphosphorer, il devient nécessaire d'avoir une quantité minimale de ces éléments indésirables[62]!
 Le gazomètre d'Oberhausen, contemporain du développement du convertisseur à l'oxygène
Le gazomètre d'Oberhausen, contemporain du développement du convertisseur à l'oxygèneLe remplacement simple de l'air par de l'oxygène pur présente cependant des difficultés considérables. La réaction de l'oxygène pur avec la fonte mène à des températures de 2 500 °C à 2 700 °C : dans ces conditions, sans refroidissement des tuyères, le fond d'un convertisseur est détruit en quelques heures. Entre 1937 et 1940, Lellep, à Oberhausen, dans la Ruhr, essaie en laboratoire des tuyères en cuivre refroidies à l'eau : suffisante en décarburation, cette solution ne tient pas en phase de déphosphoration, sans compter la dangerosité de ce refroidissement à l'eau, qui fait renoncer à des essais en aciérie [65].
L'enrichissement de l'air en oxygène représente donc une solution de transition qui est explorée dès les années 1920. En 1925, à Oberhausen encore, l'enrichissement du vent en oxygène est essayé dans un convertisseur Thomas. En 1930, la première grande installation de distillation des gaz de l'air permet à la Maximilianshütte à Sulzbach-Rosenberg de souffler ses convertisseurs au vent enrichi[66],[B 5]. Après la guerre, le procédé est essayé plus largement en Europe. Celui-ci permets de doper la production des aciéries à un moment où il faut alimenter les usines construites grâce au Plan Marshall.
On ne se contente pas de mélanger l'oxygène avec de l'air. Pour dépasser 40% d'oxygène, il faut des diluants plus adaptés que l'azote : le dioxyde de carbone est essayé à Domnarvet en Suède en 1947-1949[67], la vapeur d'eau est essayée vers 1950 en France et en Allemagne. L'amélioration est sensible, mais les chercheurs n'ont pas compris que le pouvoir refroidissant de la vapeur et du CO2 procède en réalité d'un autre mécanisme : le craquage à haute température[note 17].
Adaptation du convertisseur Martin
Le four Martin, par principe peu handicapé par l'azote de l'air, ne justifiait pas le même empressement de la part des chercheurs. Les expériences d'utilisation d'oxygène ne commencent qu'en 1946 aux États-Unis et au Canada [68], [69] mais l'industrialisation de l’enrichissement à l'oxygène s'opère dès la fin des années cinquante, simultanément sur tous les types de convertisseurs. Ce délai, dû au manque de capacité de production d'oxygène, masque une mise au point rapide : l'injection d'oxygène se fait au-dessus du bain, ce qui fait disparaître la problématique du refroidissement de la tuyère.
Le procédé Martin, dont la polyvalence et l'aptitude aux affinages poussés lui ont permis d'atteindre plus de 70% de l'acier mondial produit entre 1930 et 1960, va encore pousser son avantage vis-à-vis des convertisseurs Bessemer et Thomas. En effet, la décarburation de la fonte s'y faisait grâce à l'oxygène contenu dans un lit de minerai de fer déposé sur la sole avant la versée de la fonte. L'usage de l'oxygène augmente la température de flamme et son impulsion : elle devient capable de décarburer la fonte sans recourir au minerai.
À partir de 1960, l'injection d'oxygène va se généraliser. Elle se fait au moyen d'une lance semblable à celle que les autrichiens développent dans le cadre de leurs recherches sur les convertisseurs à oxygène pur.
Le convertisseur à l'oxygène pur : le type LD
L'idée de combiner un soufflage d'oxygène par le haut, tel que développé sur le four Thomas, avec une cornue Bessemer-Martin n'a rien de séduisant : il semble difficile d'obtenir une pénétration du jet d'oxygène dans le bain d'acier liquide (de densité 7) sans générer d'énormes remous et fumées.
Ce n'est donc qu'après avoir constaté les limites d'une amélioration des procédés existants, que les premiers essais de soufflage à l'oxygène pur démarrent. Le métallurgiste suisse Robert Durrer démontre l’intérêt économique du procédé. Le 1er avril 1948, il réalise la première coulée d'acier affiné à l'oxygène, avec un soufflage latéral[70]. Il conseille Theodor Suess qui, à Linz, améliore le procédé choisissant une lance pénétrant verticalement dans la cornue[62]. Le 3 juin 1949, les essais commencent.
 Convertisseur LD au musée technique de Vienne (Autriche)
Convertisseur LD au musée technique de Vienne (Autriche)Les résultats sont déconcertants pour les chercheurs : contraints d'éloigner la lance de la surface à cause de ses fréquents bouchages, il ne constatèrent pas pour autant une dégradation de ses performances[70]. Les essais continuent avec des charges de plus en plus importantes. Le procédé s'avère très prometteur : dès la fin de l'année 1949, soit six mois après le premier essai, les prototypes apparaissent plus économiques les meilleurs convertisseurs classiques[62]!
La même année, l'usine de Linz, engagée dans un profond processus de réorganisation, devait construire une aciérie pour alimenter son nouveau laminoir à chaud[note 18]. Avec une audace certaine, l'entreprise opte pour le nouveau procédé qui n'existait que depuis quelques mois. Quelques kilomètres plus loin, l'usine de OAMG de Donawitz, qui procédait aux mêmes essais, lance également en 1950 la construction d'une aciérie à l'oxygène avec soufflage par lance émergée. Les deux sociétés, qui avaient chacune demandé indépendamment un brevet s'entendent et le nom du procédé change de Linz Düsenstahl (lance de Linz) pour Linz-Donawitz[62].
Le procédé s'étend : dès 1951, les métallurgistes japonais s'initient au nouveau procédé. L'invention est en effet radicale : plus efficaces et donc moins nombreux que leurs équivalents à l'air, les nouveaux convertisseurs ne demandent qu'un investissement environ deux tiers et des coûts d'exploitation limités à 55% de ceux d'une usine classique de capacité comparable[71]. Les concurrents européens, qui avaient menés de nombreuses recherches dans la même direction, contestent longuement aux deux aciéries la paternité exclusive de l'invention. Aux États-Unis, plusieurs sociétés acquièrent le savoir-faire autrichien puis refusent d'acquitter les royalties, ne reconnaissant pas la validité du brevet et allant jusqu'à modifier la loi américaine sur les brevets, alors en cours de procédure, en mai 1971[72].
 Principe du convertisseur LD
Principe du convertisseur LDC'est que, contrairement à leurs collègues, Durrer et Suess ont compris que le brassage du métal liquide est en fait assuré par les bulles de monoxyde de carbone issues de la décarburation :
« Dans le procédé LD, l'oxygène est soufflé vers le bain depuis une lance verticale, refroidie par eau, dont l'extrémité en cuivre est percée de cinq à sept tuyères convergentes-divergentes. La pression de soufflage, d'environ 20 bar, détermine une vitesse d'éjection de l'ordre de 700 m/s, c'est-à-dire la vitesse du Concorde. La hauteur de lance varie au cours de l'affinage. Traversant la couche de laitier, l'oxygène réagit immédiatement et entièrement avec le fer de la fonte, donnant un monoxyde de fer liquide ,lui-même immédiatement réduit par le silicium et le carbone présents. La silice formée est neutralisée par la chaux versée à l'enfournement et contribue à former le laitier qui surnage au-dessus du métal, et mousse sous l'effet du dégagement gazeux jusqu'à remplir presqu'entièrement le convertisseur. Ce dégagement de CO au point d'impact chasse également les couches superficielles du bain vers le bord, faisant monter de nouvelles masses de métal des profondeurs de la cornue[62]. »
— Olivier Bisanti , Un siècle d'oxygène en sidérurgie
La conversion à l'oxygène produit cependant de grandes quantités de fumées rousses (oxyde de fer), très chaudes et riches en monoxyde de carbone. La mise au point du procédé va donc nécessiter la construction de coûteux systèmes de dépoussiérage. L'encombrement des hottes et des cheminées, la complexité de leur gestion (toute entrée d'air provoquant une combustion du monoxyde de carbone pouvant détruire la cheminée) imposera la construction d'aciéries neuves, dont la hauteur permet d'y loger le dépoussiérage. En contre-partie, les fumées, lavées et dépoussiérées, sont un gaz au fort potentiel énergétique dont l’intérêt va croître après le premier choc pétrolier[62].
Enfin, en supprimant l'azote, l'excédent de chaleur peut être utilisé pour la fusion de ferrailles dans le convertisseur. Les fours à réverbère de Siemens et de Martin deviennent alors inutiles, puisqu'une seule installation devient capable d'affiner la fonte comme de recycler les ferrailles ; de plus, la ferraille est généralement moins chère que la fonte issue des hauts fourneaux, surtout si celle-ci vient des chûtages faits sur les installations en aval de l'aciérie.
Autres convertisseurs à l'oxygène pur
Avec le convertisseur LD, le brassage est assuré par la montée de bulles de monoxyde de carbone issues de la décarburation. Mais ce mouvement, efficace en début de soufflage, tend à ralentir lorsque le carbone dissous passe en-dessous de 0,1%, et le brassage avec le laitier diminue corrélativement.
L'histoire se répète : comme le convertisseur de Bessemer, le process LD révolutionne la sidérurgie mais se révèle inadapté à la déphosphoration. En effet, l'oxydation du phosphore ne se produit qu'après le départ de tout le carbone, et l'élimination de l'oxyde P2O5 nécessite un brassage énergique avec la chaux du laitier.
L'apparition du procédé LD ne va donc pas stopper les développements[73]. D'autres convertisseurs à l'oxygène vont apparaître, tous très différents :
- les convertisseurs à soufflage latéral, comme les fours Kaldo, où le brassage de l'acier liquide est assuré par la rotation de la cornue, imitant la cinématique d'une bétonnière. La lance à oxygène n'ayant plus à assurer le brassage, celle-ci est positionnée loin du bain, et oxyde ainsi les fumées à l'intérieur même de la cornue. La chaleur due à la combustion du monoxyde de carbone est récupérée par l'acier[74]. Ne nécessitant pas de dépoussiérage et d'un excellent rendement thermique, cette technologie a cependant disparu, à cause du coût prohibitif de renouvellement des réfractaires, soumis à des chocs thermiques répétés[75].
- les convertisseurs à soufflage par le bas, au moyen de tuyères en cuivre refroidies grâce au craquage d'hydrocarbures. C'est la compréhension du rôle de la vapeur ou du dioxyde de carbone lors des essais de dilution de l'oxygène injecté dans les convertisseurs Thomas et Bessemer qui permet la mise au point de ce procédé. L'oxygène est injecté pur, mais la tuyère est refroidie par une injection parallèle d'hydrocarbures qui, en arrivant au contact du métal liquide, va subir un craquage suffisamment endothermique pour éviter la fusion du cuivre[65]. Le soufflage intégral par le bas, efficace mais exigeant, est en cours de disparition.
La disparition progressive de ces procédés, spécialisés dans la conversion des fontes phosphoreuses, n'est pas uniquement due à leur défauts intrinsèques. C'est l'importation de minerais plus riches et sans phosphore, devenue économique grâce à la baisse des coûts d'extraction et de transport, qui va précipiter l'abandon des minerais historiquement exploités. En effet, une haute teneur en fer limite la fusion d'une gangue stérile au haut fourneau (c'est-à-dire la consommation de coke) et l’absence de phosphore réduit la consommation de chaux au convertisseur. Dans ce contexte, ces procédés disparaissent mais lèguent leur amélioration au convertisseur LD :
- le Kaldo a montré l’intérêt d'utiliser la lance à oxygène pour réaliser une combustion partielle des fumées dans la cornue, ce qui permet d’augmenter le recyclage de ferrailles[74] ;
- les tuyères de soufflage par le fond ont été adoptées comme moyen de brassage métallurgique au convertisseur LD : ce brassage est devenu incontournable à l'élaboration de nouveaux alliages. Près de 15% des convertisseurs disposent actuellement d'un soufflage mixte lance-tuyère[76], les 85% restants étant à soufflage intégral par le haut, dont la simplicité reste un avantage évident.
La coulée continue
L'industrialisation de la construction métallique n'a pu se faire qu'à l'aide de produits ou demi-produits standardisés, sinon similaires. Parmi eux les fils, les barres, les tôles ou les poutrelles sont débités à partir d'un produit de grande longueur issu des laminoirs.
 Illustration du brevet de Bessemer
Illustration du brevet de BessemerDès 1857, Henry Bessemer dépose un autre brevet relatif à la coulée d'acier entre deux cylindres contrarotatifs et vigoureusement refroidis. L'idée, simple en apparence, ne donne cependant lieu à aucun développement : la technologie de l'époque ne propose rien pour garantir l'étanchéité latérale aux cylindres, aucune régulation ne peut gérer un système aussi rapide, les contraintes thermiques sont énormes… De fait, les premiers démonstrateurs de coulée directe de bande mince à partir d'acier liquide n'apparaissent qu'à la fin du XXe siècle et restent limités à des aciers spécifiques[77].
Moins exigeante car s'effectuant à de plus basse température, la coulée continue des métaux non ferreux montre la voie. La production massive d'aluminium relance le concept chez les aciéristes et, après les premiers essais des années 1940 accompagnés d'une étude sérieuse sur la faisabilité et de l'avenir du procédé, les premières coulées industrielles d'acier sont démarrées dans les années 1950. La solution consiste à couler dans un moule refroidi, la lingotière, dont le fond est fermé par le métal solidifié. La lente extraction de ce métal est compensée de manière continue par le remplissage du moule. Le risque de soudure de la peau d'acier solidifiée sur la lingotière est traitée par une oscillation verticale permanente de la lingotière et le développement de laitiers synthétiques lubrifiant le contact.
 Schéma d'une coulée continue moderne.
Schéma d'une coulée continue moderne.
On y voit la poche (1) amenant le métal, la quenouille (5) régulant le débit d'acier liquide arrivant dans la lingotière (3) et les rouleaux (7) s'opposant aux déformations dues à la pression hydrostatique générée par le métal liquideLa coulée continue se généralise en Europe pendant les années 1970, plus lentement aux États-Unis et en URSS. Ses inconvénients (nécessité d'éliminer les gaz dissous dans l'acier liquide, formations de criques dues aux forts gradients thermiques, …) s'effacent devant ses avantages :
- processus continu et automatisable, économe en main-d'œuvre et plus facile à planifier que le remplissage, la solidification et le démoulage de centaines de lingots ;
- obtention directe d'un produit à la bonne section : les étapes de slabing et de blomming, qui transforment le lingot en demi-produit (brame, bloom ou billette) apte au laminage, disparaissent ;
- mise au mille très inférieure, due à l'absence de masselotte (typiquement inférieure à 1 020, contre 1 200 avec une production par coulée de lingots) ; ce point amène des économies en cascade car il se répercute sur tout l'amont de la filière… Mais cette économie, en permettant une augmentation de 18 % de la production d'acier à un moment où la demande stagne, exacerbe les surcapacités du secteur qui doit se restructurer dans la douleur.
Au cours des années 1980-1990, un important effort de recherche adapte la production de la quasi-totalité[78] des aciers à la coulée continue, quelles que soient la composition de l'alliage et les exigences métallurgiques du client final. En effet, l'oxygène apporté par le convertisseur et dissous dans l'acier liquide devant être supprimé avant la solidification, le traitement de l'acier liquide doit alors systématiquement intégrer l'étape de calmage, qui consiste à transformer l'oxygène en oxydes. Cette opération, coûteuse et dégradant la propreté de l'acier, impacte les outils situés en amont et réoriente la recherche sur les alliages d'acier. Parallèlement, la fiabilité de cet outil extrêmement complexe continue d'être améliorée grâce à une automatisation de plus en plus poussée.
Un nouveau modèle technico-économique : l'aciérie électrique
Article détaillé : Aciérie électrique.Dès 1810, Humphry Davy avait démontré expérimentalement la possibilité de fondre le fer avec un arc électrique. Le XIXe siècle voit plusieurs ingénieurs tenter d'industrialiser ce procédé : en 1878-79, William Siemens dépose un brevet pour un type de four à arc. Les premiers fours à arc électrique modernes sont mis au point par Paul Héroult, en France, avant d'être construits dans une usine aux États-Unis en 1907. À cette époque, on envisage leur rôle essentiellement dans la production d'alliages de précision, où de faibles quantités d'alliages complexes devaient être élaborés.
 Filières d'élaboration de l'acier au début du XXIe siècle.
Filières d'élaboration de l'acier au début du XXIe siècle.
Le four électrique simplifie notablement la chaîne de production.En 1966[79], l'entreprise américaine Nuclear Corporation of America décide d'assurer ses approvisionnements en acier en rachetant quelques aciéries. Quelques années plus tard, l'entreprise devient NUCOR, ses débouchés sur l'équipement militaire perdant de l'intérêt devant l'importance de sa branche sidérurgique et surtout ses perspectives de croissance. De fait, NUCOR vient de théoriser un concept révolutionnaire : l'aciérie électrique compacte, la mini-mill.
Alors que les sidérurgistes traditionnels poursuivent la course au gigantisme des installations, et pensent avoir verrouillé l'accès au marché en soumettant la production d'acier à la capacité de gérer des investissements gigantesques, NUCOR contourne l'utilisation des hauts fourneaux en dédiant des fours électriques à la fusion de ferrailles de récupération. En aval du four, une coulée continue produit l'acier à la section la plus proche possible du produit final (brames minces pour l'obtention de tôles, section en « os de chien » pour les poutrelles…)
En effet, à cette époque, la phase d'équipement des États-Unis étant finie, d'énormes quantités de ferrailles deviennent disponibles, la récupération à l'aimant rendant leur collecte économique. Ce mélange de ferrailles refondues donne un acier de qualité médiocre, mais largement suffisante pour la plupart des applications dans le bâtiment ou l'industrie. En implantant des petites unités neuves et proches des centres de consommation, l'entreprise s'affranchit également de la mainmise des puissants syndicats de la métallurgie, qui règnent dans les vieux centres industriels proches des mines.
La fulgurante ascension de NUCOR, qui devient le premier sidérurgiste américain en deux décennies, remet en question la filière sidérurgique :
- les sidérurgistes positionnés sur les produits les moins techniques, soit disparaissent, soit remplacent leurs hauts fourneaux par des fours électriques, ce genre d'adaptations atteint cependant rarement la compétitivité d'une usine neuve et conçue dès l'origine autour d'un four électrique[80] ;
- les parts de marché perdues mènent à des restructurations, d'autant plus douloureuses que la sidérurgie avait mal anticipé la stabilisation de la demande d'acier ;
- les hauts fourneaux migrent à proximité des gisements les plus riches : c'est la « sidérurgie sur l'eau » avec, en France, les constructions des complexes de Fos-sur-Mer et de Dunkerque fonctionnant à partir de minerais importés ; au Luxembourg, l'Arbed renonce complètement à ses hauts fourneaux, le dernier fermant en 1997[81].
Malgré les ambitions de ces nouveaux entrants, la filière électrique apparaît à la fin des années 1990 comme complémentaire aux traditionnels hauts fourneaux. Elle excelle sur les marchés des :
- aciers courants utilisés dans l'électroménager, le bâtiment ou l'emballage qui tolèrent parfois des alliages pollués par des éléments fragilisants (cuivre, nickel, chrome et vanadium), que l'on ne sait pas ôter de l'acier liquide ; les produits longs, comme les poutrelles ou les barres deviennent quasi-exclusivement produits à partir de ferrailles récupérées ;
- aciers spéciaux (aciers inoxydables, aciers pour forge, …) où la flexibilité du four électrique correspond aux faibles quantités produites.
Les aciers destinés aux emboutissages profonds, ou aux sollicitations sévères (applications cryogéniques, réservoirs haute pression…) restent issus des hauts fourneaux, la qualité du minerai de fer étant plus facile à maîtriser que celles des ferrailles.
Évolutions récentes ou à venir
La production de l'acier n'a pas échappé à la course à la réduction des frais fixes, menées grâce à l'augmentation de la taille et de la productivité des aciéries. Les innovations les plus marquantes récemment adoptées ont trait à :
- les traitements anti-corrosion (galvanisation, traitements de surface…) qui se sont devenus incontournables dans la construction automobile ;
- la réduction des gaspillages (coulée continue, couplage de lignes) ;
- le développement de nuances d'aciers soit plus ductiles, soit plus tenaces, en limitant l'emploi des éléments d'alliages les plus coûteux.
Il reste qu'au début du XXIe siècle, la production d'une tonne d'acier entraîne le rejet de deux tonnes de dioxyde de carbone. Les axes de recherche consistent à :
- piéger ou recycler[82] le carbone pour éviter l'émission de gaz à effet de serre ;
- augmenter la part de l'électricité comme source d'énergie[note 19].
La mondialisation, et surtout l'essor du transport maritime, ont permis l'abandon des minerais pauvres ou contenant des impuretés, comme la minette lorraine. L'épuisement des gisements les plus intéressants (en termes de richesse comme d'accès) est prévisible dans le long terme, même si l'abondance du fer et le recyclage repoussent souvent cette perspective. La capacité de valoriser des déchets ferreux ou des minerais pauvres est déjà un avantage, surtout en période de surchauffe économique. En basse conjoncture économique, la mauvaise flexibilité des usines géantes est un handicap. Augmenter la flexibilité des petits hauts fourneaux (moins de 10 m de diamètre au creuset) pourrait constituer une voie de progrès pour la sidérurgie.
Notes et références
Notes
- La définition précise et scientifique de l'acier a été définitivement établie et admise à la fin du XIXe siècle.
- La découverte d'objets en fer à un endroit n'excluant pas que d'autres puissent être trouvés ailleurs
- Si on ajoute, à un mélange ferreux, jusqu'à 6 % de phosphore, la température de fusion descend jusqu'à 950 °C.
- Dans son livre Metallum Martis, Dudd Dudley revendique avoir produit de la fonte au coke de bonne qualité dès 1622. Mais, faute d'autres sources, il n'est pas possible d'évaluer sa technique.
- La modération de Neilson fut mal récompensée : il dut attendre 1843 pour toucher ses royalties, après un long procès au Tribunal Écossais d'Édimbourg
- Le vent chaud facilitant aussi la conduite du haut fourneau, il est devenu possible d'utiliser d'autres minerais, en particulier le minerai écossais. D'après Thomas Turner, l'invention de Neilson fut à l'origine de l'expansion de la sidérurgie écossaise, qui passa d'une production annuelle de 37 500 tonnes en 1830 à 200 000 tonnes en 1840.
- Cet argument, partiellement inexact, montre la méconnaissance qu'avaient alors les scientifiques des réactions chimiques dans le haut fourneau : non seulement la transformation du CO2 en CO est endothermique, mais elle ne peut se passer que si la température augmente, ce qui n'est vrai qu'au centre du four et non au-dessus des tuyères.
- Les gaz sont prélevés par des ouvertures ménagées dans l'épaisseur de la cuve, et collectés dans une conduite circulaire. Les charges qui se trouvent au-dessus de ces ouvertures servent alors de fermeture.
- Les fontes blanches, contenant peu de silicium, sont les plus faciles à décarburer. Mais elles sont aussi plus résistantes et difficiles à obtenir que les grises, ce qui en fait des fontes chères.
- Les précurseurs Cort et Rogers ont vieillit dans la pauvreté alors que Hall, en achevant l'amélioration du puddlage, put vivre confortablement de son invention.
- Le puddlage sec est appelé ainsi par le fait que la fonte blanche est peu visqueuse et que la sole, peu fusible, génère peu de laitier.
- Le taux de carbone du mélange diminuant, la température restant constante dans le four, la température de fusion étant du type eutectique, la température de fusion du mélange augmente (voir le diagramme de phase fer-carbone ci-dessus) provoquant une augmentation de la viscosité.
- Après l'annexion du bassin ferrifère, les français découvrirent le gisement de Briey, d'une teneur en fer de 36% à 40% contre 30% en moyenne dans la Moselle annexée. Quoiqu'un peu plus difficile d'accès, la minette française était donc la plus avantageuse et a été massivement exportée en Allemagne.
- La réduction directe ne concerne ici que la réduction des minerais de fer à l'état solide. Mais ce terme est également employé dans les hauts fourneaux pour désigner la réduction du FeO au contact du carbone
 . Cette réaction correspond en fait à une réduction du FeO par du CO régénéré en permanence à partir du coke grâce à l'équilibre de Boudouard.
. Cette réaction correspond en fait à une réduction du FeO par du CO régénéré en permanence à partir du coke grâce à l'équilibre de Boudouard. - Le procédé de soufflage du convertisseur avec un air préchauffé, assez complexe, n'a bréveté qu'en 1935 par les indiens A. M. Malik et S. M. K. Alvi. Il est apparu trop tard pour concurrencer les procédés d'enrichissement à l'oxygène.
- Le liquidus d'une fonte à 6% C est de l'ordre de 1 150 °C, et passe à 1 500 °C lorsqu'on approche la composition du fer pur
- La décomposition thermique de la vapeur commence vers 900 °C pour être totale à 2 500 °C. Celle du dioxyde de carbone commence dès 700 °C
- Le laminage à chaud en continu, mis au point aux États-Unis dans les années 1930, a été importé en Europe par le Plan Marshall. Très puissant, son alimentation en lingots, brames ou blooms entraîne la concentration de la production dans quelques aciéries géantes.
- En France, elle est d'origine essentiellement nucléaire, technologie qui rejette moins de dioxyde de carbone.
Références
- A. Bailly, Dictionnaire grec-français, Hachette, 1950
- Strabon, traduction française par Amédée Tardieu, Géographie, t. 12, Paris, Hachette, 1867 [lire en ligne], chap. 3 (« Le Pont »), p. 20
- Diderot et D'alembert, Encyclopédie ou Dictionnaire raisonné des sciences, des arts et des métiers, t. 1, Paris, 1751-1772 [lire en ligne], p. Acier
- René-Antoine Ferchault de Réaumur, L'art de convertir le fer forgé en acier et l'art d'adoucir le fer fondu : Ou de faire des Ouvrages de fer fondu aussi finis que de fer forgé, Paris, Michel Brunet, 1722, 568 p. [lire en ligne]
- Monge, an II (1793-1794), p. 11, 30
- Murry, 1998, p. 126
- Jacques Freu et Michel Mazoyer, Les Hittites et leur histoire, des origines à la fin de l'ancien royaume, t. I, Harmattan, 2007 (ISBN 2296043925), p. 30
- (en)Richard Cowen, « The Age of Iron, Chapter 5, in a series of essays on Geology, History, and People prepares for a course of the University of California at Davis », University of California at Davis. Consulté le 2010-02-11
- (en)Xander Veldhuijzen, « History of iron production », 1998
- (en) Jane C. Waldbaum, From Bronze to Iron : the transition from the Bronze Age to the Iron Age in the eastern Mediterranean, Göteborg : Paul Aströms, 1978, 106 p.
- (en) Anthony M. Snodgrass, The Coming of the Age of Iron, Theodore A. Wertime and James D. Mulhy, 1980 (ISBN 0300024258 et 0-300-02425-8), « Iron and Early Metallurgy in the Mediterranean », p. 336-337
- (en) Paul T. Craddock, Early Metal Mining and Production, Edingburgh, Prentice Hall & IBD, 1995, 383 p. (ISBN 9781560985358), p. 258-259
- (en) Peter Roger Stuart Moorey, Ancient mesopotamian materials and industries : The archaeological evidence, Eisenbrauns, 1994, 419 p. (ISBN 1-57506-042-6 et 978-1575060422) [lire en ligne], « Metalworking », p. 288
- Charles Virolleaud, « Les nouveaux textes alphabétiques de Ras-Shamra (XVIe campagne, 1952) », dans Annales. Économies, Sociétés, Civilisations, vol. 30 fascicule 3-4, no 2, 1953, p. 187-195 [texte intégral]
- Paul Courbin, « Etudes dans la Grêce Archaïque : Valeur comparée du fer et de l'Argent lors de l'introduction du monnayage », dans Annales. Économies, Sociétés, Civilisations, vol. 14, no 2, 1959, p. 209-233 [texte intégral]
- Sylvain Bauvais, « Prolégomènes à une histoire de la métallurgie du fer au Levant Sud », dans Bulletin du Centre de recherche français à Jérusalem, no 19, 2008 [texte intégral]
- ArcelorMittal Fos/mer, Jean-Paul Guichard d'Arenc, « L'histoire de l'acier »
- (en) Robert Temple (préf. Joseph Needham), The Genius of China: 3,000 Years of Science, Discovery, and Invention, Simon and Schuster (New York), 1986, 254 p. (ISBN 0671620282), p. 49-50
- (en) Zhongshu Wang, Han Civilization, New Haven and London: Yale University Press, 1982, 261 p. (ISBN 0-300-02723-0), p. 125
- Ye Fan, Livre des Han postérieurs., coll. « Encyclopedia of China », Ve siècle
- (en) Liu Haiwang, « A large oval shaped blast furnace of the Han dynasty : excavated recently in Henan, China », dans HMS NEWS Historical Metallurgy Society, no 48, été 2001 [texte intégral]
- Le génie scientifique de la Chine, Le courrier de l'UNESCO sur unesco.org, UNESCO, octobre 1988, p. 10. Consulté le 15/05/2010
- (en) Robert Hartwell, Markets, Technology and the Structure of Enterprise in the Development of the Eleventh Century Chinese Iron and Steel Industry, Journal of Economic History 26, 1966, p. 53-54
- Oleg Sherby et Jeffrey Wadsworth, « Les aciers de Damas », dans Pour la science, avril 1985, p. 58-64 [texte intégral]
- Madeleine Durand-Charre, Les aciers damassés : Du fer primitif aux aciers modernes, Mines Paris ParisTech Les Presses, coll. « Collection histoire et sociétés », 2007, 206 p. (ISBN 978-2-91-176287-1 et 2-911762-87-8), p. 83
- Georges Emeriau, « Histoire de la métallurgie du fer et de l'acier damas », 2002. Consulté le 02/05/10
- Le cimeterre. Consulté le 02/05/10
- (en) Matthew V. Veazey, « 1 600 Years Young: Thanks to its Enduring Corrosion Resistance, an Indian Historical Artifact’s Appearance Belies its Age », dans Materials Performance, Chemistry International, juillet 2007 [texte intégral]
- Ed. Fourdrignier, « L'âge du fer : Halstatt - Le Marnien - La Têne », dans Bulletin de la Société préhistorique française, vol. 1, no 6, 1904, p. 207-215 [texte intégral]
- Homère (trad. Leconte de Lisle), Iliade, Paris, Lemerre, 1866, 465 p. [lire en ligne], « Chant 23 »
- Gilbert Kaenel, « Civilisation de La Tène », Dictionnaire historique de la Suisse. Consulté le 2 juillet 2010
- J.E. Rehder, « Iron versus bronze for Edged Tools and weapons. A metallurgical view », dans JOM, août 1992, p. 42-46
- Ovide, « Métamorphoses 14.712 » sur Itinera Electronica
- Monge, an II (1793-1794), p. 11
- Olivier Guyotjeannin et Guillaume Balavoine, Atlas de l'histoire de France IXe-XVe siècle, Autrement, 2005, 103 p. (ISBN 2-746707-27-6 et 978-2-74-670727-6), p. 31
- Laurent Theis, Histoire du Moyen Âge français, Perrin, 1992, 400 p., p. 304-305
- Encyclopédie méthodique, t. 2, Paris, Panckoucke (1re éd. 1783) [lire en ligne], partie Arts et métiers mécaniques, « Fer (art du), Gosses forges, Acier », p. 542
- La fabrication de l'acier, L'industrie, Village de Poissons, 2010. Consulté le 4 juillet 2010
- Robert Halleux, Anne-Catherine Bernès, Luc Étienne, « L'évolution des sciences et des techniques en Wallonie », Atouts et références d’une région, Institut Destrée, 1995. Consulté le 4 juillet 2010
- Grüner et Lan, 1862, p. 422
- (en) Thomas Southcliffe Ashton, Iron and Steel in the Industrial Revolution, Manchester, Manchester University Press, 1924, 252 p. [lire en ligne], partie Letter from Mrs. Abiah Darby, circa. 1775, p. 249-252
- (en) Philip Riden, « The Output of the British Iron Industry before 1870 », dans The Economic History Review, août 1977, p. 442–459
- (en) William F. Durfee, « The dévelopment of American industries since Colombus », dans Popular Science, vol. 38, février 1891
- (en) Frank William Taussig, Some Aspects of the Tariff Question, Cambridge, MA, Harvard University Press (réimpr. 1972) (1re éd. 1915) (ISBN 0404063489 et 978-0404063481) [lire en ligne], partie III Iron and steel, chap. 9 (« A Survey of Growth »), p. 4-7
- (en) Robert Chambers, Biographical Dictionary of Eminent Scotsmen, Blackie and Son of Glasgow, 1856 [lire en ligne]
- (en)A. G. Romanenko, « Hot-blast stoves — 120 years », Springer New York, 1978. Consulté le 5 juin 2010
- Walter de Saint-Ange et V. Le Blanc, Métallurgie pratique du fer : Description méthodique des procédés de fabrication de la fonte et du fer, Librairie scientifique et industrielle de L. Mathias (Augustin), 1835-1836 [lire en ligne], p. 70
- (en)The Final Slag and Slag–Metal Interactions, steeluniversity.org. Consulté le 7 novembre 2010
- William Henry Greenwood, Steel and Iron : Comprising the practice and theory of the several methods pursued in their manufacture, and of their treatment in the rolling mills, the forge, and the foundry, 1884, 546 p. (ISBN 1110386451) [lire en ligne]
- (en) Henry Hartshorne et et al. (ill. B. Howard Rand), Household Cyclopedia of General Information…, New York, 1881 [lire en ligne], chap. 15 (« Metallurgy »), p. 609
- Henry Bessemer, Sir Henry Bessemer, F.R.S, an autobiography, chapitre xiii : Bessemer steel and colonel Eardley Wilmot
- Grüner et Lan, 1862, p. 825
- C. H. Desch, « La vie de S.G. Thomas (allocution) », dans La revue de métallurgie, décembre 1950, p. 10-12
- Alexis Aron, « Les conséquences économiques de l'invention de Sidney Gilchrist Thomas (allocution) », dans La revue de métallurgie, no 12, décembre 1950, p. 18-22
- (en) The journal of the Iron and Steel Institute, vol. XCI, London, 17 décembre 1915, 711 p. [lire en ligne], « Statistics », p. 655-657
- Minerai de fer & acier, CNUCED. Consulté le 24 octobre 2009
- Société Chimique de France, « Le fer ». Consulté le 03/02/2011
- (en)World direct reduction statistics, MIDREX, 2009, p. 2
- (en)techhistory.co.nz, « Historique du site de Glenbrook, New Zealand Steel ». Consulté le 16/05/10
- (en)New Zealand Steel, « Page officielle du site de Glenbrook, New Zealand Steel ». Consulté le 16/05/2010
- (en) Amit Chatterjee (préf. Dr V. Ball), Beyond the BLAST FURNACE, CRC Press, 1993, 272 p. (ISBN 0-8493-6676-3) [lire en ligne (page consultée le 24/10/2009)]
- Olivier C. A. Bisanti, « Un siècle d'oxygène en sidérurgie », Soleil d'acier, 15 janvier 2003. Consulté le 25/9/10
- (en) F. Wallner et E. Fritz, « Fifty years of oxygen-converter steelmaking », dans Revue de Métallurgie, no 10, octobre 2002, p. 825-837
- H. Lecompte, Cours d'aciérie, Éditions de la Revue de métallurgie, 1962, 309 p.
- Leroy et al., « Soufflage d'oxygène pur par le procédé LWS », dans La revue de métallurgie, juin 1975
- P. Leroy et E. Devernay, « Essais de soufflage au convertisseur Thomas ... l'air enrichi ... l'oxygène », dans La revue de métallurgie, janvier 1951
- Kalling et al., « Emploi d'oxygène-acide carbonique au lieu d'air pour le soufflage final dans le procédé Thomas », dans La revue de métallurgie, janvier 1954
- F. Kerry, « Les premiers résultats de l'emploi de l'oxygène dans les aciéries », dans La revue de métallurgie, 1947
- G. Husson, « Emploi de l'oxygène en sidérurgie, état actuel de la question et vues d'avenir », dans La revue de métallurgie, janvier 1950
- (en) Vaclav Smil, Transforming the twentieth century : Technical Innovations and Their Consequences, t. 2, New York, Oxford University Press, 2006, 358 p. (ISBN 0195168755 et 9780195168754), p. 97-99
- (de)Roman Sandgruber, « Das LD-Verfahren erobert die Welt (Les LD conquièrent le monde) », Oberösterreichische Nachrichten, 26 mars 2008. Mis en ligne le 2009
- E. Michaelis, « Histoire de l'évolution et du développement du procédé LD dans le monde », dans La revue de métallurgie, novembre 1992
- (en) James W. Brock et Kenneth G. Elzinga, Antitrust, the market, and the state : The contributions of Walter Adams, M. E. Sharpe, 1991, 301 p. (ISBN 0873328558 et 9780873328555) [lire en ligne], p. 39
- Colmant et al., « Le procédé KALDO à Sollac », dans La revue de métallurgie, janvier 1961
- A. Wegscheider, « Etude économique des procédés LD d'affinage des fontes à l'oxygène, comparaison avec le procédé Kaldo », dans La revue de métallurgie, mars 1965
- (en)N. Ramaseder, « Technological developments in oxygen converter steelmaking », allbusiness.com, juillet 2002
- (en)A. Mascanzoni, J-M. Damasse & G. Hohenbichler, « Estimation du développement de la coulée entre cylindres », allbusiness.com, 2000. Consulté le 30/04/10
- (en)Historical Review of Continuous Casting, MetalPass, 2000. Consulté le 30/04/10
- Historique de l'entreprise Nucor
- J-L Pierquin, « Interview de Jean-Louis Pierquin sur le fermeture de l'aciérie de Gandrange », Le Républicain Lorrain, 2009. Consulté le 11/10/2009
- Descriptif du site d'Esch-Belval
- Site officiel du programme ULCOS, ULCOS. Consulté le 2009-07-04
- Louis Colombier, Métallurgie du fer, Dunod, 1957, 2e éd.
- p. 177
- p. 95
- p. 191
- p. 211
- p. 212
- p. 235
- Emmanuel-Louis Grüner, Traité de métallurgie, t. premier, agent et appareils métallurgiques, principe de la combustion, Dunod, 1875 [lire en ligne]
- p. 354
- p. 389
- p. 307
- Emmanuel-Louis Grüner, Traité de métallurgie — métallurgie générale, t. second, procédé de métallurgiques, chauffage et fusion, grillage, affinage et réduction, Dunod, 1878 [lire en ligne], partie I
- p. 168
- p. 171
- p. 199-200
- p. 257
- Adolf Ledebur (trad. Barbary de Langlade revu et annoté par F. Valton), Manuel théorique et pratique de la métallurgie du fer, Tome I et Tome II, Librairie polytechnique Baudry et Cie éditeur, 1895
- p. 381
- p. 183
- p. 36
- p. 452-463
- p. 480-481
- p. 492
- p. 366
- p. 367
- p. 367
- p. 372
- p. 383-384
- p. 386
- p. 387
- p. 507
- p. 468
- p. 469
- p. 183 à 186
- p. 507-508
- p. 513
- p. 548
- p. 545
- p. 544
- p. 563
- p. 568
- p. 568
- p. 570.
- p. 580
- Gaspard Monge, Claude Louis Berthollet et Alexandre-Théophile Vandermonde, Avis aux ouvriers en fer sur la fabrication de l'acier, comité de salut public, années 1790 [lire en ligne]
- p. 3
- p. 5
- 10
- p. 15
- p. 18
- p. 6
- Jean Gimpel, La Révolution industrielle du Moyen Âge, Seuil, coll. « Points Histoire », 1975 (ISBN 2-0205-4151-3)
- p. 41
- p. 38
- p. 79
- p. 48
- J. Levainville, L'Industrie du Fer en France, Paris, Armand Colin, coll. « Armand Colin » (no 19), 1922, 210 p. [lire en ligne]
- p. 18
- p. 19-20
- p. 20
- p. 42
- p. 27
- p. 59
- p. 60-62
- p. 100-101
- Jacques Corbion (préf. Yvon Lamy), Le savoir… fer — Glossaire du haut-fourneau : Le langage… (savoureux, parfois) des hommes du fer et de la zone fonte, du mineur au… cokier d'hier et d'aujourd'hui, 1989
- p. C48
- p. H6
- p. S31
- p. C92
- (en) G. Reginald Bashforth, The manufature of iron and steel, vol. 2 : Steel production, Londres, Chapman & Hall Ltd, 1951, 461 p. [lire en ligne]
- p. 41
- p. 43
- p. p49-54
- p. p55
- p. p55
- (en) Thomas Turner (dir.), The metallurgy of iron: By Thomas Turner... : Being one of a series of treatises on metallurgy written by associates of the Royal school of mines, C. Griffin & company, limited, coll. « Griffin's metallurgical series », 1908, 3e éd., 463 p. (ISBN 1177692872 et 978-1177692878) [lire en ligne]
- p. 31
- p. 133-134
- p. 21
- p. 27
- p. 186
- p. 440
- p. 27-28
- p. 28
- p. 191
- p. 347
- p. 350
Voir aussi
Bibliographie
- Georges Delbart, « Le centenaire de l’invention du procédé Bessemer », dans Atomes, no 123, juin 1956, p. 185-191
- (en) Henry Bessemer, Sir Henry Bessemer, F.R.S; An autobiography, 1905 [lire en ligne]
- Jacques Corbion, Le savoir...fer : glossaire du haut fourneau, t. IV, association Le savoir…fer, novembre 2003, 4e éd. (ISBN 2-9520-7870-X)
- Philippe-Frédéric de Dietrich, Description des gîtes de minerai, des forges et des salines des Pyrénées, suivi d'observations sur le fer mazé et sur les mines des Sards en Poitou, Didot et Cuchet, 1786 [lire en ligne], partie I
- J. Galey, L. Beaujard, P. Vallet, G. Urbain, J. Tordeux, P. Vilette et J. Foulard, « Mesure et enregistrement de la température du bain au convertisseur Thomas par visée à travers le bec, applications à l'étude de la conversion basique », dans La Revue de métallurgie, no 11, juillet 1959, p. 69-93
- M. Grüner et M. Lan, État présent de la métallurgie en Angleterre, Dunod éditeur, 1862 [lire en ligne]
- Gaspard Monge, Description de l'art de fabriquer des canons, Imprimerie du comité de salut public, an II (1793-1794) de la République française [lire en ligne], p. 11
- Gaspard Monge, Claude Louis Berthollet et Alexandre-Théophile Vandermonde, Avis aux ouvriers en fer sur la fabrication de l'acier, comité de salut public, années 1790 [lire en ligne]
- Guy Murry, Métallurgie de base à l'usage des utilisateurs de métaux, PYC Livres, 1998 (ISBN 2-9110-0824-3)
Documentation générale
- Histoire du fer, guide illustré du musée du fer, Centre de recherche de l'histoire de la sidérurgie, Musée de l'Histoire du Fer de Jarville-la-Malgrange, 1977, 2e éd.
- Pierre Routhier, Du fer gaulois à l'acier sans frontières, Fer fonte, acier : 3 500 ans d'histoire, Godefroy de Bouillon, 1996 (ISBN 2-8419-1033-4)
- Pierre Routhier, Voyage au monde du métal : Inventions et aventures, Belin, 1999 (ISBN 2-7011-2403-4)
- Marc Allard, « Le Procédé Thomas dans le patrimoine français », dans La Revue de métallurgie, no 12, décembre 1950, p. 13-17
Articles connexes
- Maître de forges
- Comité des forges
- Famille de Wendel
- Eugène I Schneider
- Histoire des techniques en Wallonie (900-1800)
- Forges de la vallée de l'Ouzom
- Premiers entrepreneurs de la fonte britannique
- Cockerill-Sambre groupe sidérurgique belge fondé par l'anglais John Cockerill début IXXe siècle
 Portail des sciences des matériaux
Portail des sciences des matériaux Portail de la chimie
Portail de la chimie Portail de la production industrielle
Portail de la production industrielle Portail de l’histoire
Portail de l’histoire

La version du 3 juillet 2010 de cet article a été reconnue comme « bon article », c'est-à-dire qu'elle répond à des critères de qualité concernant le style, la clarté, la pertinence, la citation des sources et l'illustration. Catégories :- Histoire de la métallurgie
- Histoire des techniques
- Acier


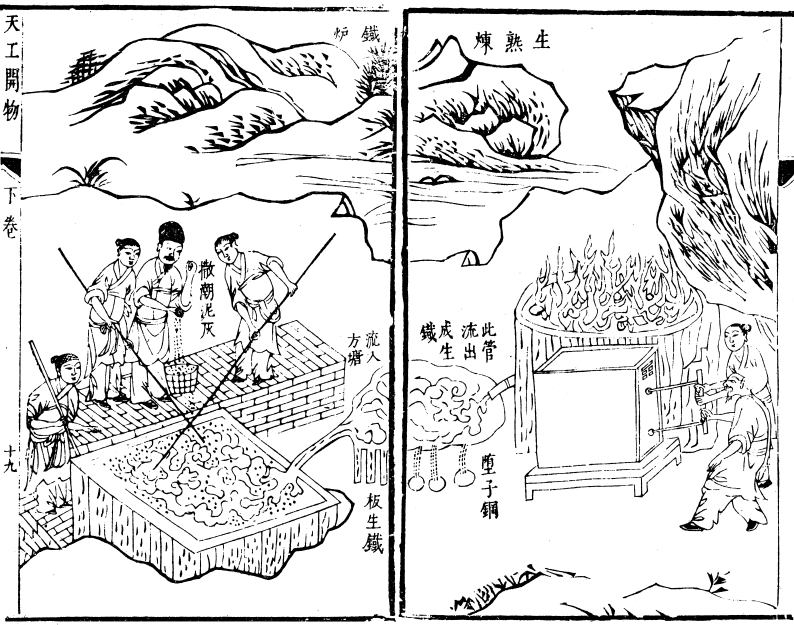

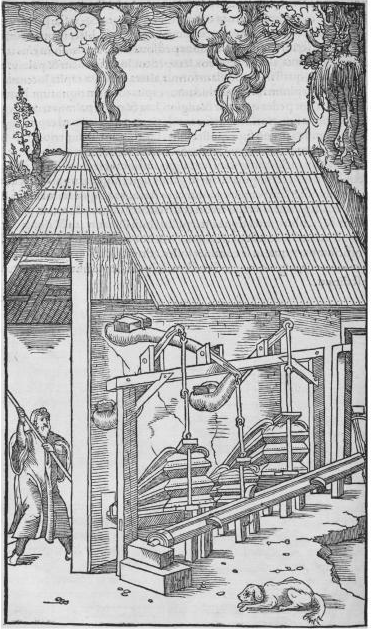
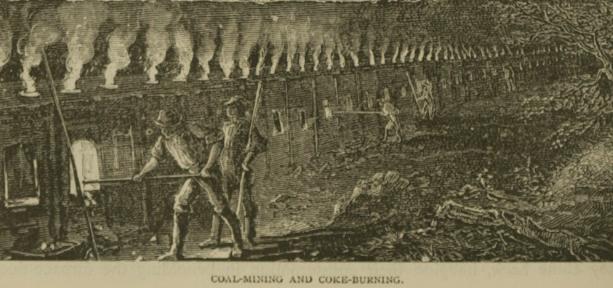

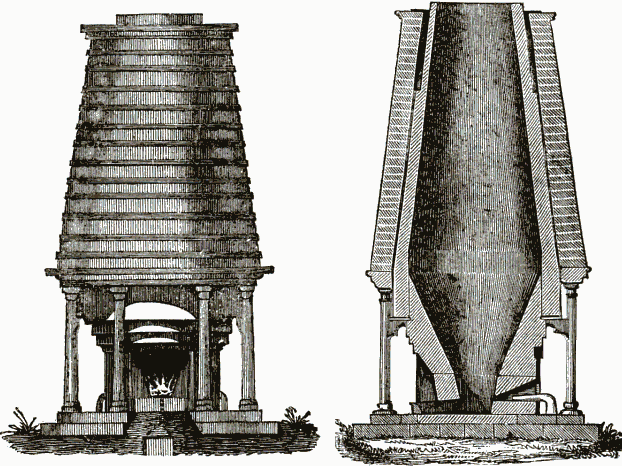

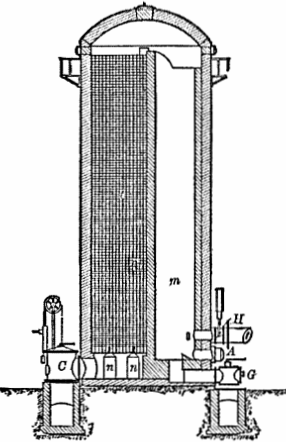
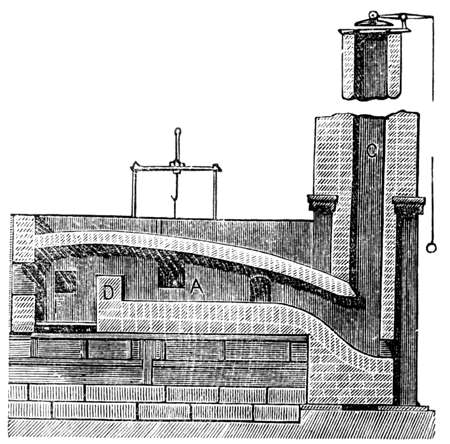


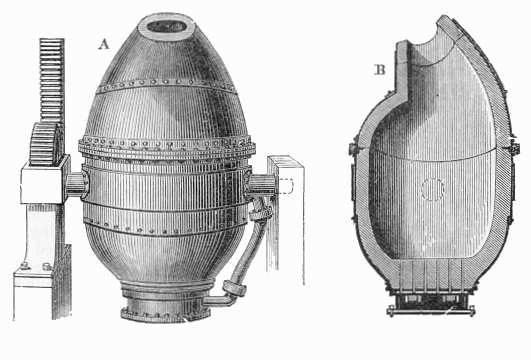
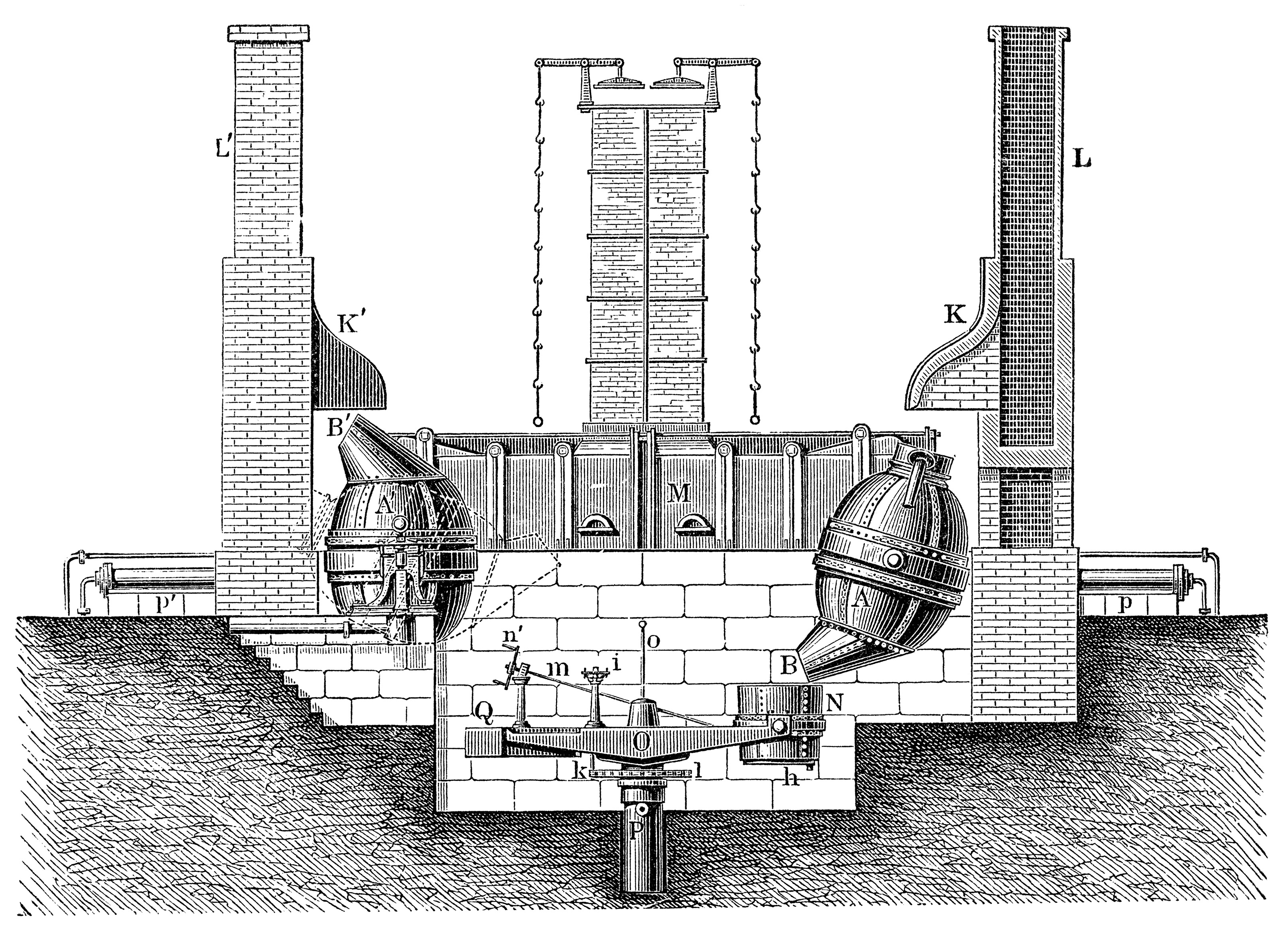
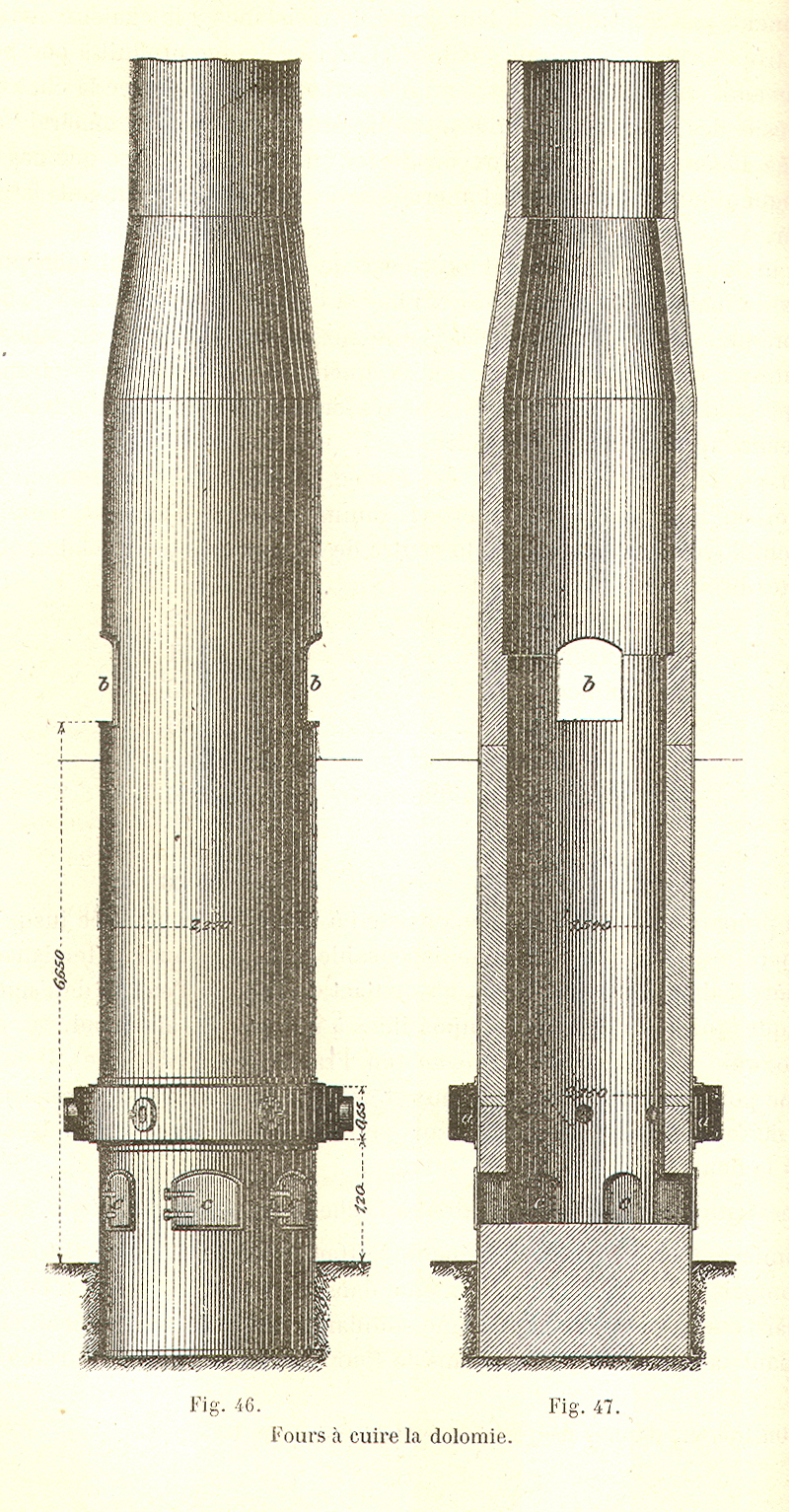


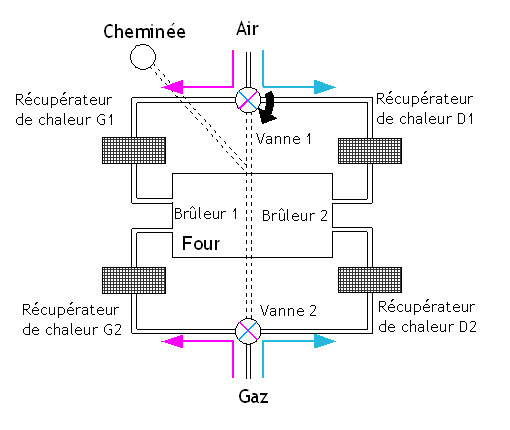
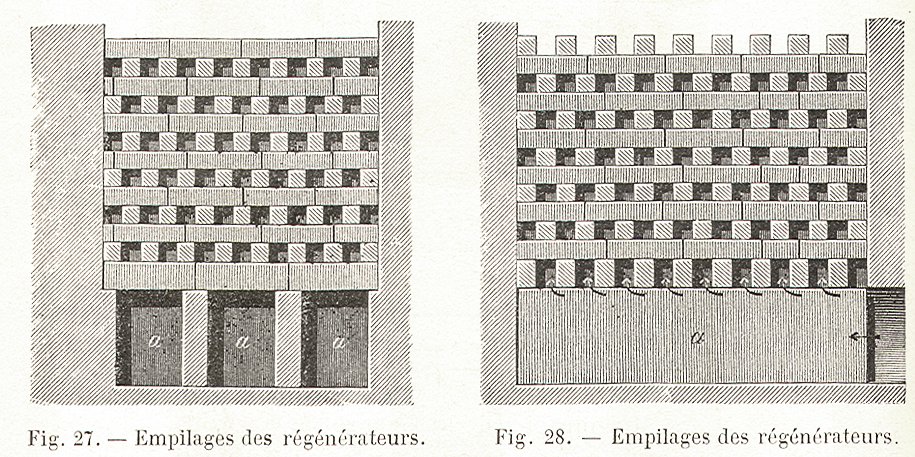
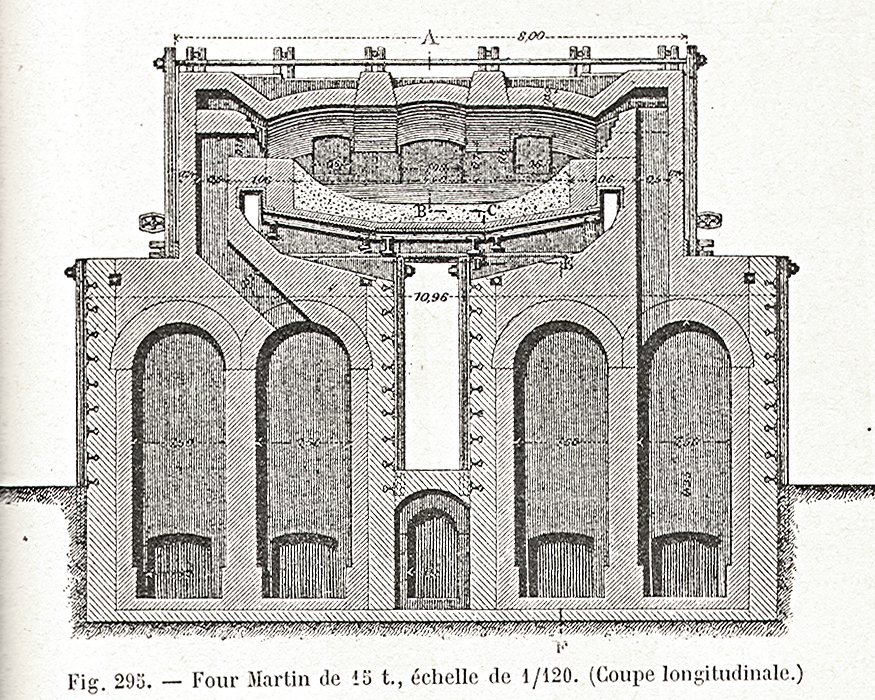




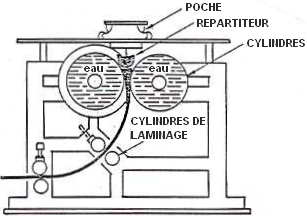
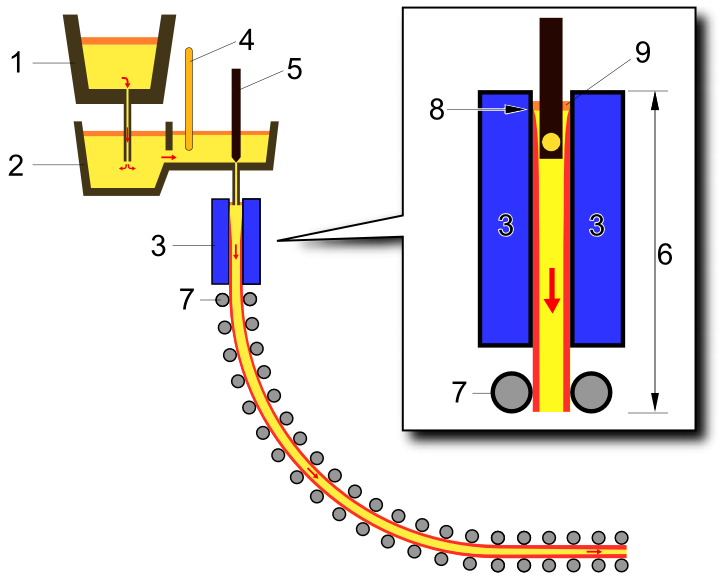

Wikimedia Foundation. 2010.